真空卷绕镀膜机开卷张力控制系统研究
阐述了在真空卷绕镀膜机中张力控制的必要性和复杂性。通过机理建模的方法建立了开卷区张力控制模型, 从中得出影响张力的相关因素, 并提出了一种利用间接控制方式设计卷绕镀膜机开卷张力控制系统的方法。从张力给定和张力控制两方面, 对控制系统设计过程中相关控制量及补偿量的计算方法给出了具体算式和详尽说明。实践表明, 该控制系统结构简单, 控制精度高, 响应速度快且稳定性好。
在真空卷绕镀膜机设计过程中, 为了保证生产产品的质量和生产的连续运转, 需要实现稳定的张力控制。一方面, 过大的张力会破坏产品的内部结构, 使产品发生形变, 甚至发生断带的现象; 另一方面, 若张力数值过小, 带材将不能绷紧, 严重影响膜层的均匀度和平整度, 大大降低产品的质量, 同时也会使带材发生跑偏、打滑等现象。而在卷绕镀膜张力系统中, 其控制难度主要体现在: 1、强耦合性。带材的速度和张力是一对强耦合的物理量, 而开卷卷筒速度又是时变的。在这样一个系统中, 速度的变化必将引起张力的改变, 反之张力变化也会影响速度。2、系统动力模型变化大。随着开卷的进行, 带材卷径不断变小, 从而使系统惯性不断减小。控制实时性要求强。卷绕镀膜机生产速度很快, 所以对控制系统的实时性提出了很高的要求。∀系统复杂。卷绕系统是由很多辊子组成的系统, 各子系统之间相互影响, 导致薄膜张力控制相当复杂。
1、卷绕系统机械结构
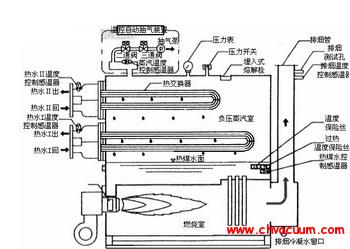
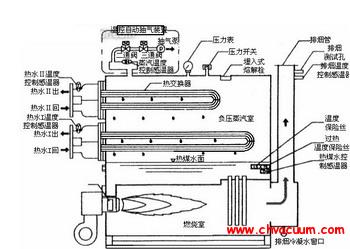
以ZDXL 系列高真空卷绕镀膜设备为例, 其主要由开卷区、开卷活套区、蒸发区、收卷活套区和收卷区五部分组成, 如图1 所示, 其中开卷区由开卷机、入口S 辊组组成。
![]()

图1 高真空卷绕镀膜机设备组成及工艺路线
5 、结论
本文针对真空卷绕镀膜机张力难以平稳控制的问题, 提出了一种利用间接张力控制的方式设计卷绕镀膜机张力控制系统的方法, 并给出了设计中相关量的计算算式。该方法设备简单, 成本较低且响应速度快, 稳定性好, 无需改变生产线的既有结构。且该方法稍加改动便可运用于卷绕镀膜机收卷段,活套段及相关行业卷绕设备控制系统的设计。
参考文献
[1] 陈伯时. 电力拖动自动控制系统[M] . 北京: 机械工业出版社, 1992
[2] 周志文. 变频调速器在张力控制系统中的应用[J] . 真空, 2003, ( 1) : 33- 35
[3] TetsuzoSakamoto , Yoshikazu Fujino. Modeling and Analysis of a Web Tension Control System [ C] . IEEE Catalog Number:957H8081, 2003
[4] Tetsuzo Sakamoto, Yosunobn Izumihara. Decentralized ControlStrategies for Web Tension Control System[C] . IEEE Catalog Number: 957H8080, 2003
[5] 徐言生, 杨泽亮, 龙建佑, 等. 真空冷冻干燥设备中变频真空机组的设计应用[J] . 真空科学与技术学报, 2007,(1) : 84- 87.
[6] 范智勇, 陈殿勇. 薄膜厚度的多探头计算机实时监控系统[J] . 真空科学与技术, 2001, 21(2) : 661- 961