基于PLC控制的真空压力浸漆控制系统设计
电机、小型变压器、继电器、接触器上都需要用到线圈。这些设备要求线圈具有一些特殊的性能,比如机械强度、绝缘性能、防潮、防腐、耐高温等,一般在线圈表面加涂漆层以达到要求。真空压力浸漆就是在真空加压状态下把漆涂到线圈表面。与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。
PLC是以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的一种工业自动控制装置。本文主要讨论三菱公司的FX2N—80系列PLC在真空压力浸漆设备控制中的应用,以PLC为主控制器实现真空压力浸漆全过程的自动控制,操作简单,易于维护。
由PLC与工业控制计算机组成真空压力浸漆实时监控系统采用上下位机主从式结构,PLC作为下位机完成工业现场数据的实时采集和分站控制;上位机采用工业控制计算机实现数据的显示、报警等功能。组态王软件是一种通用的工业监控软件,本文由组态王6.0设计了真空压力控制浸漆系统的监控界面,实现人机交互。
电机、小型变压器、继电器、接触器上都需要用到线圈。这些设备要求线圈具有一些特殊的性能,比如机械强度、绝缘性能、防潮、防腐、耐高温等,一般在线圈表面加涂漆层以达到要求。真空压力浸漆设备就是在真空加压状态下把漆涂到线圈表面的一种设备。与一般的浸 漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。PLC具有可靠性高、控制功能强、编程方便、易于使用、工作环境要求比较低,广泛用于工业控制。本文主要讨论三菱公司的PLC在真空压力浸漆设备控制中的应用。
一、真空压力浸漆控制系统的工艺流程及设备控制要求
1、真空压力浸漆的工艺流程
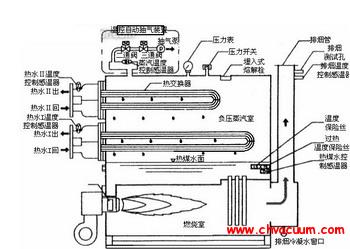
真空压力浸漆过程的工艺流程如图所示。


a、储漆罐抽真空
在储漆罐大气阀、浸漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,储漆罐真空阀、真空机组真空阀自动打开, 真空机组水环泵进水阀、进气阀自动打开,在冷却水压达到0.1MPa以上时真空机组自动启动,开始对储漆罐抽真空,当真空度达到1333~4000Pa 后,停止抽真空,储漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行。保真空1~2h后,开储漆罐大气阀, 罐内外压力平衡后,关储漆罐大气阀。
b、储漆罐加热(用于北方寒冷地区,南方不使用此功能)
触动“启动加热水”按键,加热水管道泵启动,触动“启动搅拌电机”按键,搅拌电机启动,当漆温达到 30~50℃时停止加热及搅拌。
c、浸漆罐装工件
打开浸漆罐的大气阀,按下“液压站油泵电机启动”按钮,启动液压站,按下“浸漆罐罐盖开盖”按钮,打开浸漆罐 罐盖,吊装工件进罐。按下“浸漆罐罐盖关盖”按钮,将浸漆罐罐盖关到位,按下“浸漆罐罐盖旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停 止液压站油泵电机,关浸漆罐的大气阀。
d、浸漆罐预抽真空
在浸漆罐罐盖关闭并旋紧、大气阀、储漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,浸漆罐真空阀、真空机组 真空阀自动打开,真空机组水环泵进水阀、进气阀自动打开。
在冷却水压达到0.1MPa以上时真空机组自动启动,开始对浸漆罐抽真空。当真空度达到400~600Pa 后,真空机组自动停止运行,也可以触动“抽真空停止”按键,浸漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行,抽真空过程停止。保真空0.25~0.5h。
e、输漆
开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,按下“输漆”按钮,输漆阀打开,开始输漆。观察漆面,当到达工艺规定值后,断开“输漆”按钮,输漆阀关闭,停止输漆,关视孔灯。
f、压力浸漆
打开浸漆罐的大气阀破真空,完毕后关上浸漆罐的大气阀。断开“输漆”、“回漆”按钮,使输漆阀、回漆阀关闭。 手动打开浸漆罐旁边的加压阀开始加压。当浸漆罐罐内压力达到0.3~0.4MPa时,手动关闭加压阀。当罐内压力下降到一定值后,又手动打开浸漆罐旁边的加压阀,加压到0.3~0.4MPa,保压0.5~1h后,压力浸漆过程停止。
g、回漆
开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,控制浸漆罐大气阀使浸漆罐泄压至0.15~0.2MPa按下“回 漆”按钮,回漆阀打开开始回漆。观察漆面变化,当漆面接近罐底时,点动“回漆”按钮2~3次,防止压缩空气进入储漆罐。
h、滴漆
打开浸漆罐的大气阀滴漆,滴干净后关阀。触动“排风”按键,通风阀、浸漆罐真空阀自动打开,排风机自动启动。按下“液压站油泵电机启动”按钮,启动液压站。按下“浸漆罐罐盖旋松”按钮,转箍旋转至开位,按下“浸漆罐罐盖开盖”按钮,打开浸漆罐罐盖至10°,继续滴漆并排除有害气体。滴漆干净后,触动“排风停止”按键,通风阀、浸漆罐真空阀关闭,排风机停止运行。
i、卸工件
打开浸漆罐大气阀,触动“排风”按键,通风阀、浸漆罐真空阀自动打开,排风机自动启动。按下“浸漆罐罐盖旋 松”按钮,转箍旋转至开位,按下“浸漆罐罐盖开盖”按钮,打开浸漆罐罐盖,吊出工件。按下“浸漆罐罐盖关盖”按钮,将浸漆罐罐盖关到位,按下“浸漆罐罐盖 旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停止液压站油泵电机。触动“排风停止”按键,通风阀、浸漆罐真空阀关闭,排风机停止运行。
j、储漆罐降温保存
启动制冷机组,然后触动“启动搅拌电机”按键,搅拌电机启动。当漆温降到要求温度值后,触动“搅拌停止”按 键,停止搅拌,停止制冷机组。
k、干燥罐固化
启动液压站,打开干燥罐的大气阀,打开干燥罐罐盖,工件吊入罐内,关闭干燥罐罐盖,关闭干燥罐的大气阀,关闭 液压站,然后工件在干燥罐里进行固化,固化完后,启动液压站,打开干燥罐的大气阀,打开干燥罐罐盖,工件吊出干燥罐,然后再关闭干燥罐罐盖,关闭干燥罐的大气阀,关闭液压站。
二、真空压力浸漆控制系统的PLC选型和I/O地址分配
从工艺流程可看出真空压力浸漆控制系统是一个开关量顺序控制系统,共有输入信号33点,输出信号30点。本系 统选用三菱公司的FX2N-80MR整体式PLC。FX2N-80MR控制着整个系统按照控制要求有条不紊的运行。同时FX2N-80MR采用交流 220V供电,并且自带40个数字量输入点和40个数字量输出点,完全能满足真空压力浸漆设备控制的要求,因此不再需要另外的电源模块、数字量输入/输出 模块。模块上的输入端子对应的输入地址是X000~X047,输出端子对应的输出地址是Y000~Y047。该系统I/O点没有用完,留有余量,以备系统 扩展功能用。I/O地址分配如表所示。
三、真空压力浸漆系统的PLC控制及程序设计
真空压力浸漆控制系统是一个开关量顺序控制系统。三菱公司的FX2N系列PLC有两条步进顺控指令,并且有大 量的状态元件,可用顺序控制设计法,用SFC语言的顺序功能图或者状态转移图方式编程。当机组无故障时,由PLC控制开机组,然后储漆罐抽真空、储漆罐加 热、储漆罐降温保存、干燥罐固化,完成真空压力浸漆工艺流程,最后停机组。如系统在运行过程中由于水环泵过载、冷却水压低,整个系统停止。
四、结语
真空压力浸漆设备采用PLC控制,由用户程序代替继电器控制电路,可以灵活方便地通过用户程序的改变来实现控制功能的改变,接线简单,故障点减少,可靠性大大增强。