卷对卷纳米压印脱模过程的有限元模拟
本文提出卷对卷纳米压印脱模的两种形式并分析了脱模过程中的阻力。选取垂直于光栅形微结构的截面作为研究对象,忽略脱模过程中旋转角度的影响,将模板上微结构当作竖直平移脱离胶层的方式来处理,利用ANSYS 有限元软件模拟了卷对卷脱模过程中不同位置的变形和等效应力分布。结果显示脱模过程中出现两处应力集中,且应力集中处的最大应力在脱模刚发生时出现波动,随后逐渐增大。
纳米压印技术(Nanoimprint lithography)采用高分辨率电子束光刻等方法将结构复杂的纳米结构图案制在印章上,然后用预先图案化的印章使聚合物材料变形而在聚合物上形成结构图案,再用反应离子刻蚀或金属溶脱技术将聚合物图形转移到基片上。目前该技术最先进的程度已达到10 nm 以下的水平。纳米压印具有高分辨率、高产量、低成本的优点, 被纳入国际半导体蓝图(ITRS),成为下一代22 nm 节点光刻技术的代表之一。但是纳米压印只能实现单片图形复制,其加热、冷却工序时间较长,无法满足大规模生产的需求。同时当模板面积增大时,需要非常大的压印力,容易造成压力不均,甚至破坏模板。
随着大面积柔性显示器、超薄有机太阳能电板等产品的问世,急需寻找一种新的加工方法来满足产业化需求。卷对卷纳米压印技术(R2RNIL)正是在这一背景下发展起来的,它采用了具有微结构的柔性模板,利用辊柱的旋转和上下辊对压方式将模板与涂有光刻胶的柔性基底逐渐压合再逐渐脱模,以此将模板上的微结构复制到胶层上。其显著特点是涂胶、压印、固化、脱模等工序集合到一套装置线中完成,能实现微结构的连续复制;其次模板与胶层从局部到整体逐步压合和逐步脱开,所需压印力和脱模力小、压力均匀,能实现大面积图形复制。卷对卷纳米压印这两大优点使其能够满足产业化高生产率的需求。
脱模是卷对卷纳米压印过程中的关键环节,直接决定了微结构复制的成败和质量的好坏。脱模的首要条件是胶层与基底的表面结合能要大于胶层与模板的表面结合能,保证胶层不会脱离基底而粘附在模板上面。目前,国内外对卷对卷纳米压印的脱模研究工作还非常有限,本文在分析脱模形式和建立的受力模型的基础上,对卷对卷脱模过程中模板和胶层微结构的受力和变形情况进行有限元分析。
1、R2RNIL 脱模形式及脱模阻力
1.1、R2RNIL 工艺原理
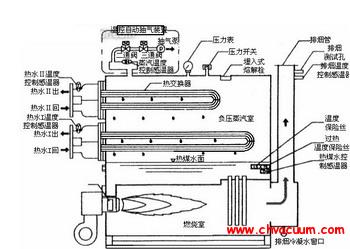
如图1 所示,涂胶辊将容器内液态的紫外光刻胶均匀旋涂到不断前进中的透明柔性基底上,并在压印前烘发掉溶剂;然后,柔性模板绕着压印辊旋转与基底保持同速,模板上的微结构逐渐压入到紫外光刻胶层内,并保持压合状态使得光刻胶充分填充微结构空腔,再由紫外光源对压合的胶层进行曝光,使得填充入模板微结构空腔中的胶层压印结构固化定型;最后,模板与基底通过旋转的方式逐渐脱离开来。

图1 卷对卷纳米压印工艺流程简图
1.2、R2RNIL脱模形式
在传统纳米压印脱模过程中,模板是整体从胶层上脱离开来的,脱模接触面积大,以致脱模阻力大,且容易破坏模板与胶层本应保持的平行状态,造成各部分脱模不一致。根据脱模发生面与光栅形微结构的几何关系将R2RNIL 脱模分成平行脱模和垂直脱模两种方式。平行脱模指脱模发生面(图2 中的粗短箭头)与微结构线槽侧壁平行;垂直脱模指脱模发生面与微结构线槽侧壁垂直。无论哪种脱模形式,模板微结构都由局部到整体逐渐地从胶层压印结构脱离出来。因此脱模接触面积非常小,相对于整体脱模其阻力明显减小,且这种局部脱模方式能很好地保持模板与胶层的相对位置,脱模过程平稳得多。

图2 R2RNIL 的两种脱模情形
3、总结
卷对卷纳米压印采用了柔性模板和紫外光刻胶在常温下进行压印,所以在有限元建模时将单元类型设置为高弹体,这很好地反映了实际脱模时的应力分布;由于模板脱离胶层时的旋转半径比模板上微结构尺寸大得多,仍然认为模板微结构是竖直脱离出胶层的。我们对脱模过程的不同位置以及具有不同深宽比的微结构的脱模情况进行了有限元模拟。本文只讨论了不同深宽比对脱模的影响,影响脱模的因素还有压印辊转速、模板和紫外胶的材料等。另外,当深宽比足够大时,脱模旋转的角度影响将变得明显,不能再认为模板微结构侧壁与胶层压印侧壁是平行滑动的了,这些都有待进一步探讨。