高温真空镀膜夹具的设计
对于要求整面镀膜的大规格玻璃面板,镀膜环境为高温的情况下,采用传统夹子夹持的方法,不能满足大规格玻璃整面镀膜的需要。提出一种新的思路,并设计了新夹具解决此问题。应用玻璃基片及金属材料热膨胀系数不同的特性,设计铝合金与耐热钢组合的夹具抵消高温引起的变形,利用玻璃基片的倒边来支承玻璃。
引言
为了达到理想的镀膜效果,比如较好的防水、防刮性能,较高的膜强度以及预想的镀膜颜色等,有些膜必须要在高真空及高温环境下完成,两者缺一不可。另外,一般的滤光片、透镜等在镀膜时都会考虑到镀膜有效面积问题,因为在镀膜时玻璃基片放在镀膜夹具上,玻璃基片与夹具接触的部分必然无法镀到膜料,因此在镀膜前必须规定镀膜有效面积。
在生产中,有很多基片要求全有效面,即整个基片表面为有效镀膜面。此时,对于较小尺寸的基片,一般都是用夹子夹住基片两侧。但是对于尺寸较大的基片,特别是质量较大的基片,这种方法不再适用。
如果既是大尺寸的玻璃基片,不仅要求全有效面,又要求在高温环境中镀膜,需要设计新的夹具。具体需要解决的问题是:(1)基片:触摸屏面板,600 mm×400 mm×3 mm,长宽高公差均为±0.1 mm,镀膜面倒角为0.5°,材料为国产青板,要求整个面为镀膜有效面;(2)镀膜环境:300 ℃高温镀膜,时间为4 h。
1、夹具设计
使用夹子夹持玻璃基片的方法,对于如此大规格的基片并不适用。因为基片质量较大,需要夹紧力很大的夹子才能夹住基片,就可能夹伤玻璃基片。同时,快速旋转的伞盘具有很大的离心力,此种夹具稳定性差,所以不宜采用。
另外一种思路就是利用玻璃镀膜面上0.5°的倒角来支承玻璃,如图1所示。
此时要注意挡边宽度不能大于0.3 mm,因为由挡边边缘往内约有0.15 mm的镀膜不完整,不允许出现在镀膜有效区域。若是常温下镀膜,这种夹具就完全满足生产要求,但是前面已经提到,镀膜环境为高温300 ℃,此时问题便出现了。
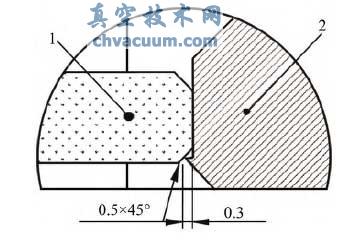
图1 利用玻璃镀膜面上的倒角来支承玻璃示意图
1. 玻璃;2. 不锈钢(1Cr17)
3、结论
通过不同线膨胀系数的金属材料的组合,可以有效地抵消温差引起的配合间隙。玻璃的线膨胀系数跨幅较大,但是基本都小于金属的线膨胀系数,所有的玻璃基板都可以采用这样的夹具来解决此类问题。只是这种夹具精度要求较高,特别是夹具尺寸较大,加工难度及成本较大,在设计夹具时就要考虑加工问题,最好的方法就是采用垫片来调整夹具尺寸。实际应用中采用这种夹具有效地解决了大规格玻璃的整面镀膜问题。