应用于工具镀膜的磁场辅助离子镀弧源及其放电特性分析
针对几种应用于工具镀膜的磁场控制的电弧离子镀弧源,分析了其结构、工作原理以及弧斑运动、放电特性;比较了不同磁场辅助受控弧源的靶结构及磁场位形,并讨论了对弧斑运动、放电及镀膜工艺的影响;对磁场控制的电弧离子镀弧源的发展进行了展望。
提高工具、模具的加工质量和使用寿命一直是人们不断探索的课题。电弧离子镀技术是一种工模具材料表面改性技术,具有离化率高、可低温沉积、膜层质量好以及沉积速率快等其他镀膜方式所不具备的优势,已在现代工具以及各种模具的表面防护取得了理想的应用效果。但是,电弧放电导致的大颗粒存在限制了工模具涂层技术的进一步应用,也成为后期电弧离子镀技术发展的主要论题。
离子镀弧源是电弧等离子体放电的源头,是离子镀技术的关键部件。电弧离子镀采用的弧源是冷阴极弧源,这种弧源中电弧的行为被阴极表面许多快速游动、高度明亮的阴极斑点所控制。在发展和完善电弧离子镀技术的过程中,对电弧阴极斑点运动的有效控制至关重要,因为这决定了电弧放电的稳定性、阴极靶材的有效利用、大颗粒的去除、薄膜质量的改善等诸多关键问题的解决。国内外一直致力于这方面的工作,研究热点主要集中在磁场控制的弧源设计上。由于真空电弧的物理特性,外加电磁场是控制弧斑运动的有效方法,目前所有的磁场设计都是考虑在靶面形成一定的磁场位形,利用锐角法则限制弧斑的运动轨迹,利用横向分量提高弧斑的运动速度。
理想的磁场设计体现为:一方面尽可能扩大磁场横向分量的面积与强度,另一方面最大程度的控制和限制弧斑的运动。由于工具镀膜持续时间较长,对膜层的性能要求较高,工业应用的离子镀弧源应具备以下几点特性:(1)放电稳定,不经常灭弧;(2)弧斑运动约束合理,不跑弧;(3)靶材利用率高;(4)弧斑细腻,放电功率密度小,大颗粒少;(5)等离子体密度以及离化率高,向工件输运的等离子体通量足够。
针对目前流行的几种应用于工具镀膜的磁场辅助离子镀弧源,本文比较分析了不同磁场辅助受控弧源的靶结构、磁场位形及产生机制,讨论了不同位形的磁场对弧斑运动、放电的影响以及由此导致的镀膜工艺的优缺点等,对磁场控制的电弧离子镀弧源的发展进行了展望。
1、圆形小弧源
国内最早应用于工具镀膜的离子镀弧源是从俄罗斯引进的典型小圆弧源,具有结构简单、安装方便、可任意位置不同成分的靶材组合、容易实现多元涂层制备等优点。该弧源的靶材直径一般在60~160 mm 左右,厚度在20~40 mm 左右。由于与其他阴极电弧源相比尺寸小得多,故一般称为小弧源。小弧源通常采用电磁或者气动的机械引弧方式,工作时,使弧针向后拉动,与阴极靶材接触引弧,触发引弧后引弧针电路切断,由弧电源维持弧光放电。
小弧源的控制磁场一般来源于靶材后方放置的永久磁体。磁体的形状可以是圆柱形、圆环形或者环- 柱形。利用永久磁体在靶面产生的磁场可以约束弧斑运动,提高放电稳定性,避免跑弧。维持小弧源稳定放电的靶面磁场强度一般是1~5 mT。随着永磁体的推进,靶面前的电磁场强度增加,对电子产生径向推动力和周向力,使弧斑在表面作周向旋转运动,同时从圆心向外作径向运动。增大磁场强度,可以增大弧斑的运动速度和运动半径,如图1(a)所示。但是,传统的小弧源靶材后面安装的永久磁体一般浸泡在冷却水中,长时间浸泡容易退磁,需要不断的更换磁体,而且磁场强度不易调节,只能靠前后移动靶材后面的永磁体来调整靶面的磁场强度。
目前很多公司对该弧源进行了改进,主要包括:采用间接水冷通道,永磁体放置在水冷通道外,避免了退磁并提供了更大的磁场设计空间,有利于电磁场耦合永磁场的复合磁场设计,促进了离子镀弧源的开发,如图1(c)所示。例如,巴尔查斯采用的是直径160 mm 的靶材,间接水冷,靶材后部提供了多种模式的磁路设计,对弧斑放电的控制和改善有多种配套磁场位形。国内多家公司逐渐开发了直径150 mm 左右的大圆弧,一般也是采用间接水冷结构,磁场结构也是多种模式,为镀膜均匀性、细化大颗粒以及沉积大厚度膜层提供了更多的解决方案。
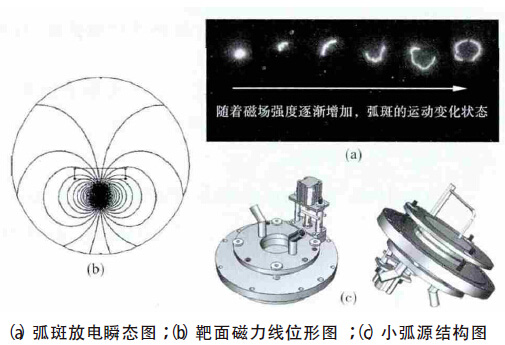
图1 改进的小弧源结构及弧斑放电
7、总结
针对目前流行的应用于工具镀膜的磁场辅助离子镀弧源,分析比较了不同磁场辅助受控弧源的阴极与磁场位形,及其对弧斑运动与放电、镀膜工艺的影响。
(1)圆形小弧源具有结构简单、安装方便、可任意位置不同成分的靶材组合、容易实现多元涂层制备的优点。传统圆形小弧源的控制磁场一般来源于靶材后方放置的永久磁体,目前圆形弧源的发展是采用间接水冷通道以及大直径(150 mm)的靶材结构,磁场位形多模式化,为均匀镀膜、细化大颗粒以及沉积大厚度膜层提供了更多的解决方案。
(2)矩形平面大弧源和旋转式柱形弧源,可以提高镀膜均匀性,降低弧斑的放电功率,减少大颗粒,用以制备精细膜层以及工具、装饰涂层的打底。但其缺点是靶材单一,难以制备多元涂层,同时靶材利用率低,磁场设计有一定的技巧,结构不合理容易造成跑弧、放电不稳定等问题,不利于长时间的工具镀膜。
(3)机械式旋转磁控弧源可以在靶面形成多种速度可调的旋转磁场,但是需要额外增加复杂的机械控制机构;电磁式旋转磁控弧源利用横向磁场的强度和旋转频率的综合作用,在冷阴极靶材上实现分布在整个靶面的强分散弧态,利于整个靶面加热均匀,电流的密度大幅度下降。
(4)多模式交变耦合磁场辅助电弧离子镀弧源利用指向靶材边缘的轴对称发散磁场和与靶面形成指向靶材中心的锐角的聚焦导引磁场综合作用,可形成动态的拱形耦合磁场,从而控制弧斑运动,改善弧斑放电状态,减少颗粒发射。等离子体在聚焦磁场引导下稳定的传输,同时可以增强等离子体的粒子碰撞机率,提高离化率和离子密度。
(5)电磁式旋转磁控弧源与多模式交变耦合磁场辅助电弧离子镀弧源是两种新型动态磁场可控离子镀弧源,进一步的开发有望推动电弧离子镀技术的发展,使其在各个需要的领域发挥作用。