真空镀膜机双轴磁性液体密封的设计与实验研究
为了解决真空镀膜机双轴密封问题, 对真空镀膜机双轴采用磁性液体密封, 设计了磁性液体密封整体结构、密封极齿和永久磁铁。分析了双轴磁性液体密封的设计。还使用Ansys 软件计算了双轴磁性液体密封的磁场分布。在实验上对所设计加工的双轴磁性液体密封进行了实验研究, 得出了磁性液体密封耐压能力与加注磁性液体量的关系。
真空镀膜机采用的密封措施有许多种, 一般有机械密封、石棉盘根密封、皮碗密封和反螺旋密封[1] , 且绝大多数为单轴的, 密封部位常产生强烈的摩擦、磨损, 致使密封部位的温度常超过80度 , 最终导致密封寿命缩短, 真空度下降, 功率损失加大。作者对某型号双轴镀膜机采用了双轴磁性液体动密封, 双轴磁性液体动密封结构如图1 所示。磁性液体密封是一种新型的密封方式, 它具有严密的密封性, 不可测量的泄漏率, 使用寿命长, 可靠性高, 完全无污染, 能承受高转速, 最佳的扭矩传递, 低的粘性摩擦等优点。正因如此, 人们对磁性液体密封进行了大量研究。在这些研究中, 代表性的有: 转轴直径为14 mm, 间隙在0.1~ 0.5 mm 之间的磁性液体密封的耐压能力[2] ; 密封间隙最大为0.3 mm, 密封直径为750 mm 的大直径法兰静密封[3]; 密封间隙为0.3 mm 的单级磁性液体动密封[4] ; 轴径为50 mm,密封级数为4, 6, 8, 密封间隙为0.1, 0.3mm 时, 磁性液体旋转密封的密封耐压能力[5] ; 密封级数为12级, 密封间隙为0.35 mm, 轴径为32 mm 的旋转密封耐压[6] ; 间隙小于0.3 mm, 轴径小于30 mm 条件下,化工用磁性液体密封的装配特性, 采矿用磁性液体密封轴的转速对磁性液体耐压能力的影响[7- 9]; 此外, Fertman V E 指出只有当旋转速度超过20 m/ s时, 离心力对磁性液体耐压能力的影响才能显示出来, 在一般旋转速度下, 磁性液体的动耐压能力近似等于静止密封的耐压能力[10] 。而以上这些研究, 磁性液体密封轴都是单轴的。本文中, 作者设计了真空镀膜机用双轴磁性液体密封, 并对其性能进行了实验研究。
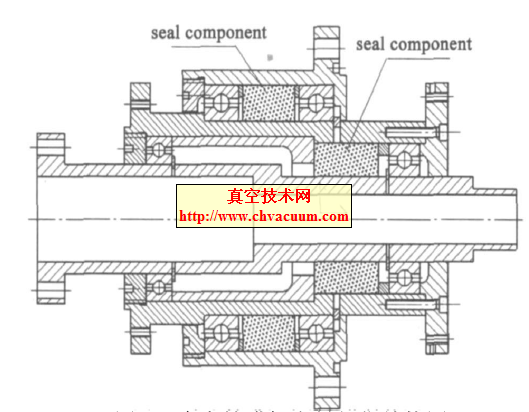
图1 真空镀膜机密封部位结构图
2、实验结果和分析
实验表明: 磁性液体注入量至关重要, 为此作者进行了双轴磁性液体密封磁性液体加入量与耐压能力的实验, 得出了磁性液体加入量与磁性液体最大静止耐压能力的关系。由式(5)知, 磁性液体密封耐压取决于磁性液体界面的磁场强度差, 随着磁性液体注入量的增加, 界面磁场强度差增大, 因此耐压能力提高, 当磁场强度差逐渐一定时, 耐压不再发生变化。
实验得出了磁性液体密封注入磁性液体体积为6 ml时, 真空度与轴表面线速度之间的关系实验曲线如图9 所示。因为密封1的轴表面线速度高于密封2 的轴表面线速度, 故只做了密封1 的。
从图9 可以看出, 在上述轴的线速度范围内, 速度对密封真空度几乎没有影响。当密封轴的旋转速度很大时, 密封间隙下的磁性液体在离心力的作用下发生变形, 使得界面磁场强度差发生变化, 从而影响耐压能力。一般情况下, 旋转速度不会使得密封间隙下的磁性液体形状发生变化, 因而对耐压能力的影响很小[13-14] 。
此外, 在双轴磁性液体真空密封的设计中双用套结构的设计与加工至关重要, 在图4中, 双用套分A, B两部分。A, B两部分由不同材料组成。在设计初, 将A, B 两部分做成一个整体, 由1Cr13加工而成, 结果在实验台上实验时, 整个密封件发生泄漏,经过仔细分析后得知: A 部分要求不导磁, 否则磁力线的分散, 使得磁性液体密封组件2 的极齿下磁感应强度下降, 使得耐压能力降低, 最终选用304材料。B部分要求导磁, 只有B部分导磁, 才能使得磁性液体密封组件1形成完整的磁路, 从而磁性液体密封组件1 起到密封作用, 最终B 部分材料选用1Cr13。A, B两部分的连接很重要, 在实验初, 作者只是在A, B两部分联接处进行焊接, 实验结果发现: 在焊缝处有泄漏, 这表现在在实验台上进行实验时, 当真空度达到10- 3 Pa 时, 还没有发现泄漏, 但当真空度达到10-5 Pa后, 发现密封件发生泄漏, 后来经过仔细分析, 确定泄漏发生在A, B的焊缝处。后来将A, B 的配合面C 处用密封胶进行粘接, 再在A, B连接面D处焊接, 实验表明A, B联接处再没有发生泄漏。
在实验台上使真空镀膜机连续运转15天, 真空度保持很好, 密封功能的温度降到环境温度, 摩擦功率至少降低5倍。使用该磁性液体密封的真空镀膜机至今连续运转近2 年, 密封效果一直很好。
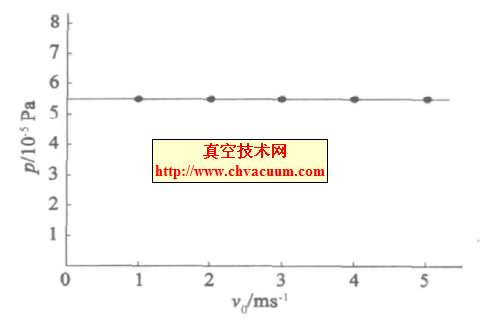
图9 磁性液体密封件1 的轴表面线速度与真空耐压能力的关系
3、结论
经过理论和实验验证得出, 在真空镀膜机上采用双轴磁性液体密封是可行的。
在双轴磁性液体密封件中双用套的设计和加工至关重要, 它对整个磁性液体密封结构的性能很重要。
在磁性液体密封中, 磁性液体的注入量很重要。注入的磁性液体量少, 则其密封能力不能得到有效的利用, 磁性液体注入量多时, 多余的磁性液体会引起真空室的污染。
实验和实际应用表明作者所研制的双轴磁性液体密封性能良好。