ZR-900-13W型真空炉设备构成及工作过程
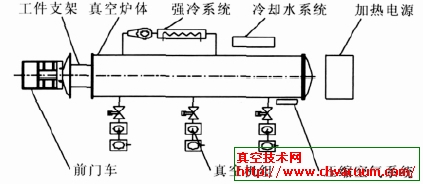
ZR-900-13W 型真空炉是一种卧式单室冷壁炉。主要组成部分有: 炉体、真空系统、强制冷却系统、压缩空气系统、冷却水系统、加热电源系统、电气控制系统等。设备结构示意图如图1。
真空炉体
由炉壳、炉胆、加热器、前门车、工件支撑等组成。炉壳为圆形, 双层水冷夹套结构, 内壁材质为不锈钢其余均为碳钢。隔热屏采用50 mm 复合碳毡, 围成长方体空间, 结构留有充分的抽空及冷却通道, 并充分考虑了各段对接漏热及轴向热膨胀因素。隔热屏外层的两侧面为钢制风筒, 均匀布置多个风嘴, 用于强冷进风。加热器选用高强高密石墨管, 加热器绝缘件采用优质95 瓷。根据设备的操作要求, 前炉门需要经常开启, 而且开启、关闭、锁紧要求简便灵活、安全可靠, 为了提高生产效率, 强制冷却时炉内气氛为正压力。
因此, 不宜采用螺栓连接或手轮式锁紧式的炉门结构, 而采用高压锅式的旋箍式的炉门锁紧结构。前门车上安装有前炉门、门屏、底屏、工件车。炉内温度控制采用6 只S 分度热电偶, 分别对应6 个加热温区。设置温度均匀性测量口, 安装9支K 分度热电偶, 供温度均匀性测量使用。
真空机组
采用3 套独立的抽气系统, 可分别使用, 也可同时使用。每套真空系统由1 台ZJP-1200罗茨泵、1 台HG-150滑阀泵组成二级抽气系统。该系统从大气压到10- 1 Pa 有良好的抽气能力。真空阀均为气动挡板阀, 突然停电时会自动关闭, 保护系统不受破坏。在各级管道上均有检漏接口,便于逐级检漏。为避免误操作, 系统设置了完善的安全联锁。
强制冷却系统
采用外循环方式, 配备75 kW的高温风机和换热器。保温结束后, 按工艺设定通过气动回填阀充入高纯度的干燥氮气, 到达回填气体压力设定上限后回填阀将自动关闭, 打开前后风门,同时风机启动开始工作。冷却气体通过两路管道送进炉体, 通过两侧面隔热屏上的风嘴, 气流均匀吹向工件, 使工件均匀冷却。整个过程中低于回填气体压力设定下限会自动补气。
压缩空气系统
设备配备带有油雾气、滤水器、压力表、分配器的压缩空气集散系统。具有气压报警功能。
冷却水系统
水冷系统分为供水系统和排水系统。供水系统设总进水阀门, 总进水管具有进水温度、水压显示功能, 所有分流管均设有水量调节阀门。排水系统采用开式水箱, 这种结构降低了各支路的排水压力, 保证各支排水流畅, 同时便于观察各支路的流水情况。系统配备有压力继电器, 水冷电极、换热器等关键部件配有进口流量开关以实现断水报警及其他联锁控制。
加热电源系统
加热电源系统为炉内加热器提供可控制的电源。加热电源系统由SCR 控制器、加热隔离开关、无级调压器、低压变压器等构成。具有过流、缺相、短路、过热等故障诊断和保护功能。每个可控加热区分别配置一套加热电源, 在自动钎接过程中, 跟随工艺曲线自动调整加热功率。隔离开关的作用是当设备处于危险时迅速切断加热电源系统, 从而保证设备的安全性。无级调压器、低压变压器是构成高精度温度控制的核心部件, 无级调压器完全可以实现高精度温度控制的稳定性。
电气控制系统
电气控制系统由辅机部分电气控制( 炉门、工件车、真空系统、回填、强冷) 和温度控制部分组成。辅机部分电气控制由PLC、相关低压元件、真空计、数据记录工具等构成。低压保护电路用于保护真空系统的组成部件, 如机械泵、罗茨泵等。PLC 用于实现设备的安全连锁、顺序控制、用户的特殊要求等复杂控制。数据记录工具用于保存设备在生产过程中的各种必要的工艺数据, 在任何时候调用一定时间范围内的工艺数据, 以备查错、修改工艺等。温度控制由智能温度控制器、加热电源、热电偶组成的闭环无差补偿系统构成, 具有自适应、自整定、无级调压功能, 保证温度控制的稳定性、均匀性、重复性。












