医用锻造CoCrMo合金高温渗碳性能研究
采用高温气体渗碳技术,对医用锻造钴铬钼合金进行表面渗碳处理。考察了高温渗碳行为对钴铬钼合金性能的影响。运用XRD、显微硬度计和光学动/静态接触角仪等分析手段对渗碳层的物相组成、表面硬度及润湿性能进行分析及测量;利用球-盘摩擦实验在Tyrode’s 溶液润滑条件下对渗碳层的摩擦磨损性能进行测试。结果表明:医用锻造钴铬钼合金经高温渗碳处理后,形成致密的硬质化合物相Cr3C2,合金硬度较未处理试样明显升高,最高可达560 HV。与未处理合金试样相比,渗碳合金的亲水性及耐磨损性得到明显改善,耐磨损性提高近3 倍。
引言
人口老龄化进程的加快及生物材料的发展使得人工假体的需求日益增加。钴基合金因良好的力学性能,较低的磨损率及良好的耐腐蚀性和生物相容性而广泛应用于临床及医疗领域。钴铬钼合金作为钴基合金的常用材料之一,被广泛应用于人工关节置换及骨外固定等。钴铬钼合金是以钴为主要组分,添加一定比例铬、钼等金属元素所形成的固溶体,钼元素可以细化晶粒,阻止位错产生,提高合金强度;铬元素以氧化物形式存在于合金表面,能有效提高合金耐腐蚀及耐摩擦性能。
医用钴铬钼合金主要分为铸造合金和锻造合金两种,锻造合金因具有较细粒度及较高的拉伸强度和疲劳强度,能承受较大负荷而被广泛应用于膝髋关节的置换。有研究表明:医用钴铬钼合金植入人体后因合金表面钝化层较薄极易被破坏,在机械磨损过程中产生的磨屑使得炎性细胞产生,诱导溶骨症发生;而微动腐蚀的发生将会释放出Co、Cr、Ni 等引起内皮细胞死亡的毒性离子,最终导致假体植入失败。因此利用表面改性技术对钴铬钼合金进行表面改性研究,在提高其机械、耐磨及耐腐蚀性能基础上,进一步减少有毒离子的释放,成为广大学者重点研究的课题之一。
等离子体氮化、碳化及离子注入等医用钴铬钼合金常用表面改性方法,虽因表面硬质氮化物或碳化物的形成,使得耐磨及耐腐蚀性能得到显著提高,但由于改性层厚度有限,难以满足承重及频繁运动的关节假体的需求。高温气体渗碳作为常用表面改性方法之一,改性层致密且厚度可达几十微米,能够有效提高基体耐摩擦性能,同时对基体与体液环境直接接触进行有效隔离,减少有毒离子的释放。鉴于此,文章采用高温气体渗碳技术,对医用锻造钴铬钼合金进行高温渗碳处理,对其渗碳前后的组织结构、摩擦性能及润湿性能进行分析。
1、实验材料和方法
1.1、样品制备
实验采用医用锻造钴铬钼合金(ISO 5832-12)为碳化试样,规格为Ф30 mm×5 mm,抗拉强度为700 MPa,延伸率3%,其成分如表1所示。试样预先用丙酮和盐酸清洗去除表面污染物和钝化层,再依次用320#至1 200#砂纸分别进行水磨,最后进行抛光处理。气体渗碳前,用无水乙醇和去离子水超声波清洗20 min,用吹风机烘干后,放入自行设计的真空管式炉中进行高温渗碳处理。
表1 CoCrMo合金成分

实验用高温真空管式炉,系统结构如图1所示。真空室由外径Φ80 mm,内径Φ60 mm,长1 200 mm的石英管构成,经机械泵和分子泵联合抽气,本底真空可至10-4 Pa;石英管径长为500 mm的电阻炉加热,温度最高可至1 200 ℃。渗碳具体工艺:为使布气均匀,真空室中加入石英舟,钴铬钼合金试样放入石英舟中,高温渗碳过程中为防止试样氧化,除通入工作气体CH4外,还需通入保护性体Ar,渗碳温度分别为900 ℃、950 ℃和1 000 ℃,工作压力100 Pa,时间4 h,渗碳结束后继续通Ar随炉冷却至室温。
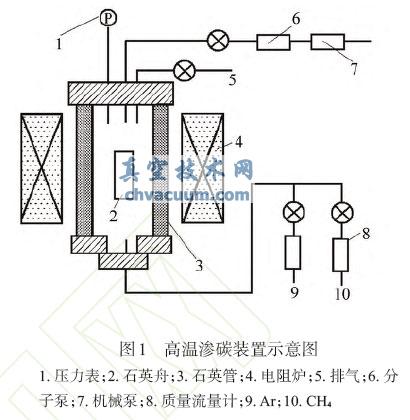
图1 高温渗碳装置示意图
1.2、样品分析测试
PW3040/60(PANalytical B.V.)型X射线衍射仪对高温渗碳前后钴铬钼合金物相进行分析及确定;401MVD数显显微维氏硬度计测试渗碳前后钴铬钼合金试样硬度,试验载荷分别为100 gf、200 gf、300 gf和500 gf,保荷时间10 s,测量4次后取平均值,定为最终显微硬度值;TR200粗糙度检测仪测试渗碳前后钴铬钼合金试样表面粗糙度,测量3次后取平均值;SL200系列光学动/静态接触角仪测定试样润湿性能,测试液体为蒸馏水,水滴滴在试样3个不同位置,利用动静态接触角计算软件DSCA获得接触角数值,取平均值作为该试样的接触角;摩擦磨损实验在HT-500型球-盘摩擦磨损试验机上进行,为湿摩擦磨损试验,摩擦副为SiN 陶瓷球,试验载荷500 g,转速168 r/min,磨损时间3 000 s,润滑液选用Tyrode’s溶液,成分为:NaCl(8.0 g/L),KCl(0.2 g/L),CaCl2(0.27 g/L),MgCl2(0.21 g/L),Na2CO3(1.0 g/L),Na2HPO4(1.0 g/L),C6H12O6(1.0 g/L)。
4、结论
(1)高温渗碳处理后,医用锻造钴铬钼合金因渗碳层中致密硬质化合物Cr3C2的生成,合金表面显微硬度值得到提高,硬度最高可达560 HV,是未处理试样表面硬度的1.75倍;
(2)高温渗碳处理能明显改善合金表面润湿性,渗碳温度为1 000 ℃时接触角最小为15.82°,亲水性能最佳;
(3)Tyrode’s溶液润滑条件下,高温渗碳处理合金试样因表面粗糙度的增加,摩擦系数有所增加并高于未处理合金试样;钴铬钼合金试样磨损率及磨痕宽度随渗碳温度的升高呈现下降趋势,1 000 ℃时磨损率最低,磨痕宽度最窄,耐磨损性能得到明显提高。











