真空铝钎焊炉的机械结构简介
为了更好的阐述电气控制系统,首先介绍该型号的真空铝钎焊炉的机械结构,如图1所示。真空铝钎焊炉的主体是由加热室、炉体、前后炉门以及各个功能部件组成。加热室安装在炉体内,由多个加热电阻和保温层构成,加热电阻通过炉体外部电极和电缆的连接构成28个加热小区,每个小区分别由一套可控硅调压电源回路供电:炉体为双层水冷夹套式结构,上面焊接有钎焊炉必需的功能部件,并和前后炉门构成真空室:前后炉门也为双层水冷夹套式结构,分别安装在可沿着与炉体轴线垂直方向平移的炉门车上,炉门还可在炉门车上靠气缸的驱动作沿着炉体轴线方向的平移,炉门的两个方向的平移使炉门能够打开和关闭。
真空钎焊炉的外围系统包括真空系统、水冷系统、充气系统、气动系统和炉外装料车。
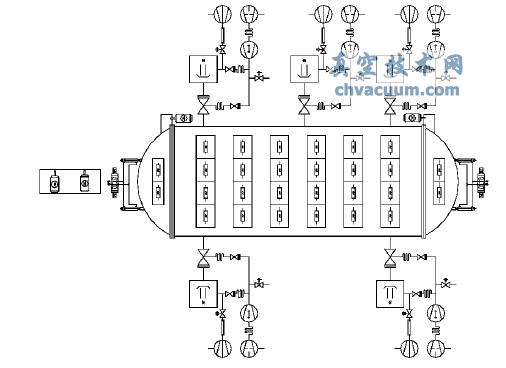
图1 大型真空铝钎焊炉机械系统图
铝合金钎焊对真空系统的要求极高,真空系统不但要有足够强大的真空获得能力,而且在钎焊前保温段和最后钎焊保温段,均应有足够的能力保证大量气体挥发时炉内真空度保持在10 -3 Pa 数量级,这要求真空系统有较快和稳定的抽速。该型号真空钎焊炉配置的真空机组为5套,每套真空机组的配置:主泵是高真空油扩散泵,油扩散泵属于一种蒸汽射流泵,它具有抽速大、极限真空高的优点:机械泵机组的作用是预抽真空和作为扩散泵的前级泵,它是由罗茨泵和滑阀泵组成的:维持泵选用旋片泵,它可以保证设备开始工作前扩散泵预加热时泵腔内保持一定的真空度,也可保证在工作完成后扩散泵冷却过程中,为节省能源而停用罗茨泵和滑阀泵时,扩散泵不会出现扩散泵油氧化情况;每套真空机组的阀门包括大阀、前级阀、预抽阀和机组放气阀。水冷系统用于冷却钎焊炉炉壁、扩散泵、罗茨泵、滑阀泵和旋片泵。主进水管安装电接点水压表,供水水压不足时报警。各路水流经被冷却部件后流到回水槽中,回水槽与主回水管相连接。设备带有惰性气体充气接口,并配置手动球阀和手动针阀等装置。根据需要,可在预抽真空阶段实现对炉内充氮气置换。
设备设置气动系统,系统由气源三联件及各管路、密封件等组成,气动系统管路可承受的压力0.8 ~1 MPa,用于设备上靠气缸驱动的部件,包括大阀、前级阀、预抽阀以及前后炉门。工件车用于装卸工件,它的主体是车架,车架的尺寸与装卡后工件的最大尺寸相匹配,在结构强度上足以承受负载的总质量。固定在地面上的轨道用于支撑车架和作为车架运动的导向,车架的前进和后退是由固定在地坑内的减速电机(功率为2.2 kW) 驱动的,车架向炉体方向移动实现车架上的导轨与加热室内的方截面导轨的对接,另一组固定在车架上减速电机(功率为2.2 kW) 驱动能够沿导轨活动的工件拖车前进和后退,使和滚轮组件一起运动的工件沿着炉内和车架上的导轨进出,实现装、卸料过程。车架的运动以及工件的进出炉都有行程开关限位,实现导轨的准确对接和工件进出炉到位。