螺杆式氨压缩机机组跳停原因分析及解决方法
1、前言
我司现有武汉新世界制冷工业有限公司产LG25IIIA500型氨压缩机四台,主要用于冷冻工序氨系统中气氨的压缩,对矿区产卤水的冷冻,使卤水中的Na2SO4结晶析出。在实际生产中,机组常发生因控制器保护而跳停, 极大的影响了生产的正常进行。根据在日常检修及维护的经验,将压缩机组置于生产系统中分析跳停的原因及提出解决的方法。
表1 压缩机机组主要设备

2、安全保护装置
在机组上的仪表控制器箱内有压力、压差、温度控制器等。机组运行时,如发生下列故障,上述控制器动作,机组自动停止运行,并发出故障报警信号,指示故障部位。
2.1、压差控制器SP1的高、低压接管分别接入排气压力和油压。当排气压力和油压之差超过0.18MPa并在7秒时间内不能恢复正常时, 压差控制器SP1动作,停止机组运行。
2.2、压差控制器SP3由高压和低压两部分组成,高压和低压分别接入排气压力和吸气压力, 当排气压力超过1.65MPa或吸气压力低于0.05MPa时,压力控制器SP3动作,停止机组运行。
2.3、我司机组上无蒸发器,现不做讨论(可在控制柜内将XT2:9与XT2:11短节)
2.4、机组油温超过65℃时, 温度控制器ST1动作,停止机组运行。
2.5、油泵电机发生过载时, 热继电器FR1动作,停止机组运行并发出报警信号。
2.6、压缩机电机发生过载时, 过电流继电器FS1、FS2动作,停止机组运行。
3、常见故障发生原因及解决方法
3.1、油压差故障报警
压缩机组在运行过程中,最为常见的是“油压差故障”报警,即排气压力和油压差过大,SP1 动作引起机组跳停,根据在生产过程中的统计,该故障约占机组跳停的80%以上。原因有以下几点:(1)机组冷冻机油(我司采用厂家指定的46#冷冻机油)过脏,引起油精过滤网的堵塞,油路不畅,造成油压偏低,压差过大,引起机组跳停;(2)油精过滤网过滤精度过密,导致油路在通过油精过滤器时,阻力增大,引起跳停;(3) 油路系统中阀门未打开或开度不够;(4)机组缺油或机头处回油阀未打开。
解决方法:(1)从油分离器上下视镜观察机油洁净度或采用便携式快速油质分析仪分析机油劣化程度,达不到标准时可更换冷冻机油;(2)更换油精过滤网、由于油精过滤网为武冷外购配套使用。在实际生产中,由于供应厂家的过滤精度不同的问题,该故障常发生,现我司采用过滤精度为BETA=22高效油精网,使用效果较好;(3)检查油路系统中所有阀门,将油路系统阀门全开;(4)加油或打开机头上回油阀2到3圈。
如在上述方法使用后仍无法解决, 可采用下述方法解决。
短接油泵,让油泵长期运行,使油压不受排压控制,保证油压的稳定。(注:武冷II或III机组采用“压差供油方式”,I型机组采用“油泵强制供油”方式。)
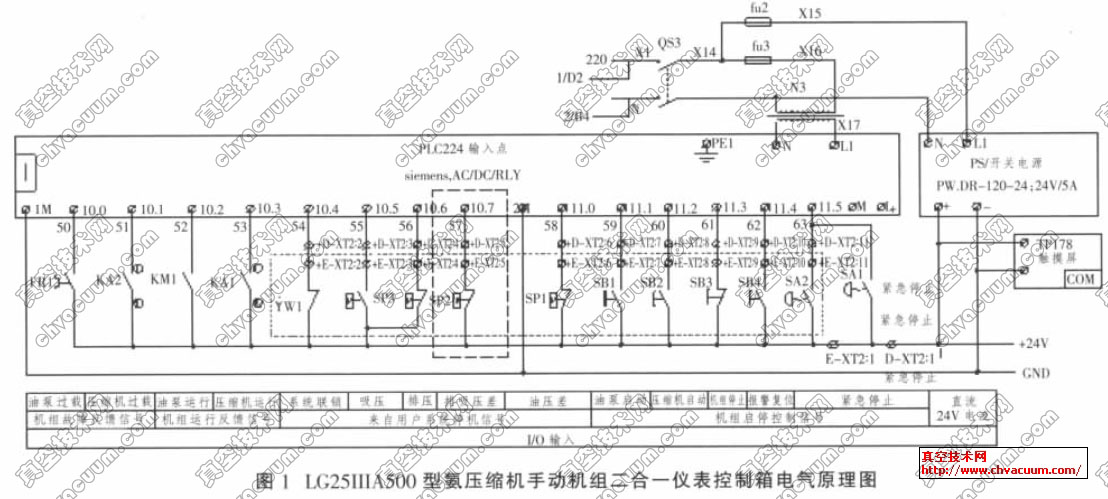
从上图中可见: 氨机油泵的开停由SP2控制,0.35MPa时动合,0.45MPa时动断。具体方法为在低压电控柜内将控制油泵开停的57号端子与+24V短接(黑色虚线框内),使SP2失去对油泵的保护,让油泵长期运行,使机组回到强制供油方式。缺点: 使用该方法即回到原I 型机时的油泵强制供油状态,油泵长期运行使得油泵机封易损坏,造成机组卸压。
3.2、高低压故障为报警
在实际生产中,因南方天气较热,气温高,控制好机组排压显得尤为重要。下图氨系统流程简图。
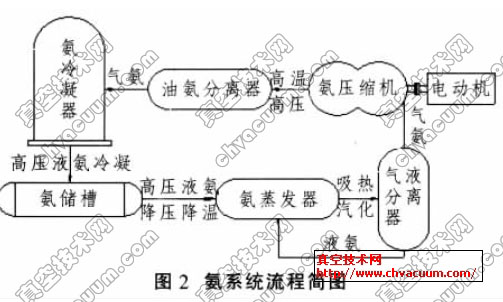
从整个系统可看出, 氨冷凝器的冷凝效果对排压有着直接的影响,同时,氨冷凝器所使用的循环水水质、水温也间接对氨机的排压有一定的影响。解决方法:
3.2.1、夏季高温季节来临前, 反冲洗氨冷器或采用人工清理的方法清理冷凝器管程(我司氨冷凝器为波纹管式换热器)。
3.2.2、控制好循环水水质的保证,定期加药(我司采用定期投药的方法解决循环水生苔的问题)。
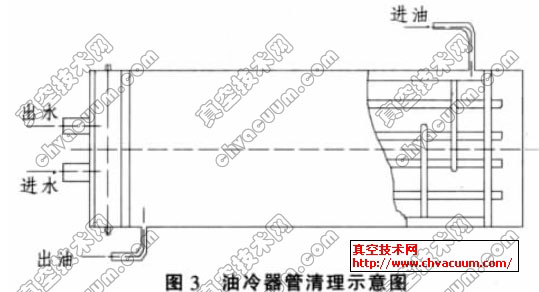
3.3、油温高报警

同氨冷凝器,油冷器也存在相同的问题。当机组油温超过65℃时,温度控制器ST1动作。在生产中,可采用下述办法来控制油温:(1) 生产水水质的保证,在油冷器冷却水进口加装玻璃视镜,观察生产水水质;(2)季节来临前,如下图,可采用人工清理的方法逐根清理油冷器管程。
3.4、油泵或压缩机过载
该类故障发生率较小,当发生该故障时,可检查电气及降低压缩机负荷。
3.5、电气仪表故障
在实际生产中,由于现场环境较差,受厂房内温度、湿度、振动等因素的影响,继电器常发出误信号造成机组跳停。如在排除以上原因后仍未查出故障,可排查、更换继电器。
4、结束语
将氨压缩机组置于生产中系统的分析电气、仪表、机械、工艺操作等原因,我司彻底的解决了该机组频繁跳停的问题,保证的生产的平稳。