真空玻璃内部吸气剂的应用
真空玻璃内部良好的真空度是保证其性能的重要指标,如果真空度下降,其保温、隔声等性能将随之变坏,因此如何获得并保持良好真空度是制作真空玻璃的关键技术之一。本文主要论述了真空玻璃中使用吸气剂来保持真空度的重要性,并介绍真空玻璃对吸气剂的特殊要求,真空玻璃发明人研制出了包封吸气剂及解封技术。通过长期对比测试,证明了放置有包封吸气剂的真空玻璃,能长期保持真空寿命。
1、良好的真空度是保证真空玻璃优良性能的关键
真空玻璃是一种新型节能玻璃,它基于保温瓶原理,将两片玻璃四周密封,其中一片或两片玻璃采用Low-E 玻璃,中间抽真空,间隙为0.1~0.2 mm,其中置有规则排列的微小支撑物来承受每平米约10 吨的大气压力。由于内部抽真空,有效隔绝了气体对流传热;Low-E 玻璃又极大降低了由温差引起的辐射传热。因此,真空玻璃具有优越的保温及隔声性能。真空玻璃的结构如图1 所示。
从理论上讲,真空玻璃中心部位传热由辐射传热、支撑物传热和残余气体传热三部分构成,可由(1)式表示:
![]()
上式中C 辐射为两玻璃内表面间的辐射热导,C 支撑物为支撑物热导,C 气为残余气体热导。

图1 真空玻璃的基本结构
2、真空玻璃放置吸气剂的难度和现状
2.1、真空玻璃放置吸气剂的难度
任何真空器件,特别是高真空器件,即使封离真空度达到指标,由于材料放气及渗漏等原因真空度还会下降,性能变差,直至寿命终结。要想延长寿命和保证器件性能,除在真空获得时严格规范生产工艺外,还必需在器件内部放置吸气剂。因此,真空玻璃也必须像其它电真空器件一样放入吸气剂。1987 年,美国科罗拉多太阳能研究所D. K. Benson 教授提出在真空玻璃内部放置吸气剂;1989 年,悉尼大学R. E. collins 教授也在专利中提出把吸气剂放入真空玻璃。由于当时材料性能等条件的限制,这些专利均无法实施。
1995 年,悉尼大学将真空玻璃专利使用权转让给日本板硝子(NSG)公司,并于1997 年投产。当时生产的真空玻璃没有经过高温排气,也未放置吸气剂。经过一段时间曝晒后,真空度下降,真空寿命失效。真空技术网(http://www.chvacuum.com/)认为当时放置吸气剂的难度主要是:在制作真空玻璃过程中要在大气中加热到400 ℃以上高温来实现边缘熔封,放入的吸气剂因高温氧化失效而失去吸气能力。
2.2、真空玻璃内部使用吸气剂现状
2002 年,真空玻璃发明人唐健正教授在专利中提出在真空玻璃中放置包封吸气剂,包封吸气剂是指将吸气剂(非蒸散型)放在金属薄壁容器(包封盒)内,包封盒经抽真空,在吸气剂高温激活后钎焊密封。真空玻璃封离后,使用激光透过玻璃将包封盒打一小孔,吸气剂可以通过小孔吸收真空玻璃腔体内的气体。
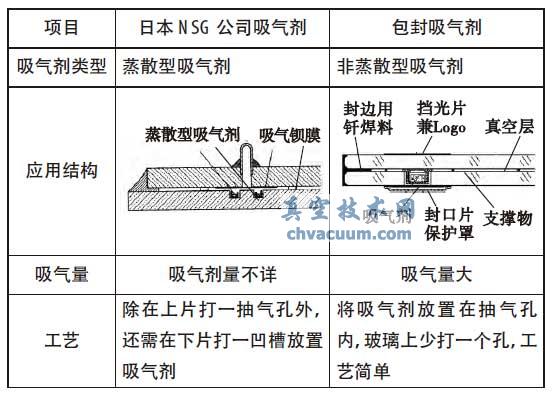
直到2005 年,随着技术和材料的发展,日本NSG 公司在专利中提出在真空玻璃中放置蒸散型吸气剂,将真空玻璃抽气口下方打出环状收容孔,放置改善性耐高温Ba-Al 合金为吸气材料的蒸散型吸气剂。在真空玻璃封离后,对其施加高温,将吸气剂蒸发,使钡膜附着在上层平板抽气孔附近有限的面积上,吸附气体分子。目前,蒸散型吸气剂和包封吸气剂在真空玻璃中都有使用,两种吸气剂在真空玻璃内部使用对比如表1 所示。
表1 包封吸气剂与日本NSG 公司采用的蒸散型吸气剂比较
3、如何正确选择吸气剂
3.1、提高真空玻璃封离真空度方法
虽然吸气剂可以吸收一定量的气体,但是吸气量毕竟有限,即使在真空玻璃内部放入吸气剂,如果封离真空度不好,或烘烤排气温度低,长期使用后,内部真空度变差,也会使性能下降。新立基公司为了保证真空玻璃内部较高的封离真空度,采用以下方法:
(1)支撑物处理
对支撑物,经过超声清洗及脱脂处理;封离之前经过长时间高温真空脱气。经过这样的处理过程,可以大大降低其出气速率。
(2)高温烘烤排气工艺
高温排气可以大大降低玻璃在使用过程中的放气量,在350 ℃以上烘烤排气,除了排除真空玻璃间隙层内的气体外,还可以有效的去除吸附在玻璃内表面和深层的各种气体。
新立基真空玻璃工艺特点是:在封边时进行400~430 ℃高温烘烤,在降温至300~360 ℃时开始抽真空排气,在1.0×10-4 Pa 时进行真空封离,这样不仅可以提高封离真空度,还可有效的减少玻璃表面的放气量。
3.2、真空玻璃内部气体来源
真空玻璃内部气体的主要来源有封边材料渗透和放气,支撑物出气、玻璃渗透和表面出气。
(1)封边材料渗透和放气
真空玻璃选用的封边材料是广泛应用于电子显像管、VFD、PDP 等电真空器件的玻璃钎焊料,熔封后形成玻璃态,具有优异的真空密封性能,其渗透率和放气率可以忽略不计。
(2)支撑物出气
对于真空玻璃内部使用的支撑物,经过超声清洗及脱脂处理,以及封口之前经过约1 小时350 ℃左右的真空排气。经过这样的处理过程,大大降低了其出气速率,使真空度更加稳定。经过理论计算,30 年,内部压强仅上升4.6×10-3 Pa。
(3)玻璃的渗透
气体对玻璃的渗透以分子态进行,气体分子直径越小,越容易渗透。渗透过程与气体分子的大小和玻璃内部的微孔大小有关。制作真空玻璃的浮法玻璃由于其中的碱性氧化物(Na2O、K2O、CaO 等)在向Si-O 骨架贡献了氧原子后,即以正离子的形式处于Si-O 网格中,阻塞了分子的渗透孔道,所以,空气中只有直径最小的氦(He)分子有微量渗透。经过理论计算,30 年,内部压强仅上升1.02×10-3 Pa。
(4)玻璃表面出气
玻璃材料在高温与光照条件下,表面会释放出气体,放气量与玻璃的烘烤排气温度有关。悉尼大学真空玻璃研究组对真空玻璃在高温与光照下的气体释放进行了深入研究[6],对于经过150℃烘烤排气和350 ℃烘烤排气的真空玻璃,分别在高温条件下和暴晒条件下测量其内部压强变化,发现通过采用高温排气的方式,可以降低玻璃的放气量。如图2 所示真空玻璃的光照老化数据曲线。经150 ℃烘烤排气的真空玻璃样片,在室外曝晒的过程中,样片的内部压强上升约1.33 Pa;经350 ℃烘烤排气的样片,内部压强上升不到1.33×10-1 Pa。
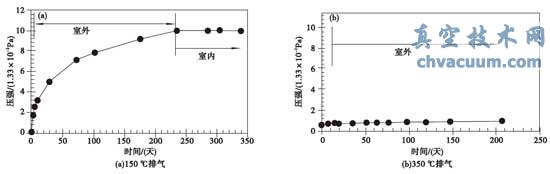
图2 光照老化过程中真空玻璃内部压强变化曲线
从图2 也可以看出,长时间的曝晒后,真空玻璃的内部压强以及热导仍然会有一定幅度的升高。在高温下烘烤排气并不能完全保证真空玻璃的寿命,必须在真空玻璃中放置吸气剂,来提高并维持真空玻璃的真空度,从而延长真空玻璃的使用寿命。从上述气体来源分析可知,真空玻璃内部的出气量主要是玻璃表面出气,真空玻璃经过高温排气后,表面出气种类主要是CO、CO2 等碳的化合物。
目前,新立基真空玻璃内部使用的是非蒸散型金属合金吸气剂,包封时高温激活,解封后常温下吸气,规格为准6 mm×2 mm,其吸气量足以超过30 年内真空玻璃的放气量。







