GB/T 6071-2003 超高真空法兰技术标准
本标准代替GB/T 6071.1-1985((超高真空法兰结构型式》,GB/T 6071.2-1985((超高真空法兰尺寸》,GB/T 6071. 3-1985《超高真空法兰用铜密封垫》。
本标准与GB/T 6071. 1-6071.3-1985相比主要变化如下:
— 将D,的负公差调整为正公差;
— 对部分法兰的基本尺寸进行了调整,将外径D36改为D34,D56改为D54,D62改为D60,D71改为D70,D89改为D86,
— 增加了DN (25) , DN250规格;
— 刀口处向内倾斜5-,刀口总深度由原1. 5 mm调整为1. 2 mm;
— 法兰的烘烤温度由原450℃改为不大于300'C;
— 法兰公称通径DN直通到法兰刀口底面;
— 调整了铜密封垫的环带尺寸;
— 为方便使用将图和对应的表排在一起。
本标准由全国真空技术标准化技术委员会(CSBTS/TC 18)提出并归口。
GB/T 6071-2003超高真空法兰技术标准
范围
本标准规定了内焊型、松套型、盲型超高真空法兰(以下简称法兰)和铜密封垫的型式、尺寸及技术要求。
本标准适用于超高真空系统中公称通径为16 mm-250 mm用铜垫密封的不锈钢法兰及铜密封垫。
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1800(所有部分) 极限与配合基础
GB/T 5231-2001 加工铜及铜合金化学成分和产品形状
GB/T 1220-1992 不锈钢棒
型式与尺寸法兰与接管的连接型式应符合图1的规定,尺寸应符合表1的规定。
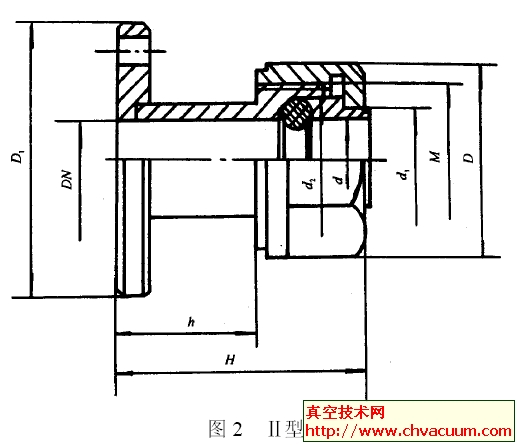
内焊型法兰的型式应符合图2的规定,尺寸应符合表2的规定。
松套型法兰的型式应符合图3的规定,尺寸应符合表3的规定;
松套型法兰肩环(以下简称肩环)的型式应符合图4的规定,尺寸应符合表4的规定。
盲型法兰的型式应符合图5的规定,尺寸应符合表5的规定。
铜密封垫的型式应符合图6的规定,尺寸应符合表6的规定。
技术要求
法兰的公称通径一般与接管内径一致,但在不妨碍法兰连接的情况下,可以适当改变。
公称通径小于25 mm的法兰或肩环,可与接管制成一体。
接管与法兰或肩环的内焊缝为连续氢弧焊焊接。
法兰烘烤温度不大于3000C。反复烘烤时,密封处漏气率小于1. 0 X 10-a Pa·L/S,
螺栓、螺母及垫圈与法兰装配时一般应在螺栓、螺母之间加二硫化钥润滑剂。
法兰的密封刀口不允许有碰伤、划伤、斑痕及其他影响真空密封性能的缺陷。
法兰推荐使用GB/T 1220-1992规定的OCr18Ni9或1Cr18Ni9Ti不锈钢制造。
铜密封垫推荐使用GB/T 5231-2001中规定的TU,或TU:铜板制造。
未注明公差尺寸按GB/T 1800中的IT12加工。