�������䴲¯�������ܶȼ�����ȥ���о�
�����䴲¯��һ���Ƚ����ѺϽ�������������һ�����������������ӡ���ƫ�����ͳɱ��������ѺϽ����������ļ�Ҫ�����˵������䴲¯�����Ĺ����ص㣬��չ�˸��ܶȼ���ȥ���о���������飬��TC11 �Ͻ�ԭ���м����˸��ܶȼ�����������˵��ε������䴲¯�����������������������в����ļ����ͨ�����������㣬�����������ٶȡ���������ʱ�估���������ʱ���ȥ���������Ӱ�죬�о��˵������䴲¯�Ը��ܶȼ������ȥ��Ч����
һ��ǰ��
�������ܶȼ��ӣ�High Density Inclusions,HDI�����ѺϽ��е�һ����Ҫ��ұ��ȱ�ݣ���������W��Mo��Nb��Ta���������ڸ��۵������������ġ����⣬�Ѳ��ڻ�е�ӹ�ʱ��Ӳ�ʺϽ߱��飨��Ҫ�ɷ�ΪWC��Ҳ��������м����ղ������С�HDI �۵�ܸߣ���ʹ�������λ���������Ժĵ绡������Vacuum Arc Remelting, VAR��Ҳ���ѵõ��ۻ����ܽ⡣
����Rudinger���о�����������ߴ�Ϊ0.6mm ��WC����������VAR ���ܽ��Լ90%������VAR��ȫ����������0.8mm ���߸���ߴ��WC ������������VAR Ҳ������ܽ⡣һ�ֱ���������Ϊֹ���Ƚ����ѺϽ���������——�䴲¯����(Cold hearth melting, CHM)�����ij��֣�Ϊ��Щ�����ṩ����Ч�Ľ��;�����о������������䴲¯����——�������͵������䴲¯����������ȥ���ѺϽ��е�Ӳα�������HDI ��Ч���dz�����������GE ��˾1988�꿪ʼ����CHM+VAR �����ѺϽ�������90 ���������ҵ���й涨�ɻ��������ؼ�ת��������ѺϽ���뾭��һ���䴲¯������
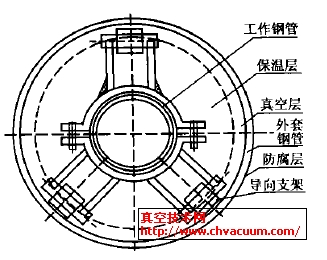
�����䴲¯����������Ժ�����ԭ����ͬ��ͼ1��С�͵������䴲¯������ͼ��ԭ�ϴ�ι�ϲ۽��������ң���������ǹ���ۻ��������������������ˮ��ͭ¯���б�������ǹ���ȡ����ȣ������������������衢���̡����ڵ��������ļ����¶���߿ɴ�6000�����ϣ��䴲�е��۳ؿɱ����ȵ��㹻�ߵ��¶�(����ʱһ��Һ��ɴﵽ2000��)������Һ����¯���п��Ա����㹻����ʱ�䡣��ˣ����ܶȼ���TiO2��TiN �ȵõ��ۻ����ܽ⣬�����ܶȼ��ӿ��������ܶ�Զ�����ѣ�����ʱ�����¯���ײ��ĺ�״�������̺�������������������������ﵽ����Чȥ�����ܶȼ��ӵ�Ŀ�ġ�

����PACHM ������ȥ�����ӷ����������ͼ2��ʾ��VAR ����ʱ���缫�е����ʳ����ܻӷ��⣬������������(�����ߵ��ܶȼ���)�����������������У�ȥ��LDI��Ψһ;��ֻ��ͨ���۳��ܽ⣬���ܽ�Ч���dz����ޣ���ʹ�����ܶ������Ҳ��������Щ����ȥ��������VAR������ԭ�ϵ�Ҫ��dz��ϸ���VAR ��ȣ�CHM ���տɿ�����һ�����ŵ�ϵͳ[5]����ʹԭ���л����˸��ܶȼ����������ʱ����Щ���������ͨ���������������У��Ӷ���������������롣

�������������䴲¯����������ռ����������������45%���ҹ����䴲¯�������ջ������Σ�Ŀǰֻ�м�̨�豸����δ��ʼ��ҵ��������������ɫ�����о�Ժ������������ҵ���������ղ����о�Ժ�ֱ��������䴲����¯�����ֹɷ�����˾�ظ���ҵ��Ҳ���������������õ������͵������䴲¯�������ҹ���ɻ���Ŀ���������ö������ѺϽ���������ӣ��䴲¯����������Ʒ��������Ҳ��Ѹ�����ӡ�
�������ڹ��ڵ������䴲¯���о��dz��٣�����ּ��ͨ�������������еĸ��ܶȼ������ȥ���о�����һ���˽⡢��ʶ�䴲¯������������
�������鷽��
����ѡ���ۺ��������õ�α-β���ѺϽ�---TC11 �Ͻ���Ϊ������ϣ��úϽ���500�����¾�����������ǿ���ܺ��ȼӹ����ܣ���������������辭������VAR����Ҫ�������캽�շ������㲿���ͷɻ��ṹ�������IJ��õ����䴲¯��������TC11 �Ͻ𣬲��Ըù��յõ������������о��������˱������ղ����о�Ժ��PAM525 �������䴲¯��������������ʱAr ����Ϊ�������գ�¯���е���ѹ�ӽ�����ѹ��������ǹ�������He ��������ʱ��ֻ������ǹ���趨���ʷֱ�Ϊ400KW��200KW��ˮ�������еĽ������Ϊ108 A��
����Ϊ���о��䴲¯�������նԸߵ��ܶȼ��ӵ�ȥ��Ч��������ǰ��ԭ���м����˴�W��Ӳ�ʺϽ���顣�����ܹ�����ֻѹ��(Φ130×300mm)�������зֱ���ף��״�СΪΦ7×10 �L������ļ�����ߴ缰λ�����£�
����1��Ӳ�ʵ���YG8 �Ͻ𣬳ɷ�ΪWC+Co���ܶ�Ϊ14.5��14.9g/cm3, WC ������92%��WC���۵�Ϊ2870�档����������˹����飬�Ƴ�12 ������������6 �ֹ�����һ���ı߳��ֱ�Ϊ5.0��3.75��2.6��4.5mm�����0.52��1.30mm����С��һ�ųߴ�Ϊ0.60×0.66×1.18 mm��
����2���սᴿW �飬���ܶ�ԼΪ16g/cm3���۵�3410�档�˹����飬��������ȡ�´�С��ͬ��12 �ţ��ߴ��ԼΪ1��6mm�������Ӽ���������ֻѹ���е�1/2��1/2��1/4 ��1/2 ������ͼ4������ʱ����ѹ���������������¯���ۻ���

��������һ���䴲¯�����õ�һ֧φ150*600mm��50kg ��С����һ��220*280*30mm ���ǡ�Ϊʹ���ܶȼ��������������Σ�������X ����⣬�����������ǽ����ȱ��Σ��������£�
����1��800����¯��1.5 Сʱ����970�棬����2 Сʱ��
����2��970���£����ͺ�ΪTHP10 ��2000T Һѹ����Φ150 �L���Ķ�ѹ�ɽ���Ϊ190*80mm�ı�ƽ�ģ����Ƕ�ѹ��320*240*24mm��
����ʹ���ͺ�ΪYXLON450_D08 ��X �����豸����֧����������̽�⣬������ѹΪ450kv���ع�ʱ��Ϊ6min����X ���߶�Ρ���ͬ�Ƕȶ���Ʒ�������գ���ȷȷ��������ľ���λ�ã��иȡ�����������Ʊ���������Ӳ���Dz���������������������Ӳ�ȡ���OLYMPUS���������۲�����ļ����Ȼ����SAMSCAN ɨ�������������SEM���Լ��������ա��������׳ɷַ�����ȷ������������ࡣ���⣬��X ����������еĸ��ܶȼ����
���������������
1.�����������е�HDI �����
������X ����⣬�������з����˼���ȫ���ļ������ͼ4��a���е����㣬�����е����������ȱ��εĹ����в����ġ�������ķֲ�����һ���Ĺ��ɣ���Ҫ�ֲ������ǵ��������ң�������Ϊѹ���ۻ���������������߽���¯���۳صģ���Һ�������ּ�����ֲ���Һ�����¯����ǰ�в�λ�á���ά����ķֲ����ɱ���������������۳غ�ߴ�Ŀ����ֲ�ǰ�ƻ���Һ�������ǰ�ƺ̵ܶľ��룬�ͳ���¯����С������Һ�����¯���е�����λ�ó������������ǣ��еļ����Tʹ�����ϴ�Ҳ����������¯����������һ��ı�Ե��