烧结式微热管的工质灌注、抽真空与封接
目前微电子与光电子芯片对散热要求日益增高, 烧结式微热管已经成为其理想的散热元件, 对微热管进行快速抽真空, 使微热管中的工质量与真空度符合要求, 是决定其制造质量与成本的重要因素。通过对微热管的工作原理及其抽真空-工质灌注- 冷焊的制造方法进行分析, 提出一种分别采用工质冻结- 抽真空-冷焊法与二次除气-冷焊法对烧结式微热管进行抽真空的方法。大量的实验表明, 采用所提出的制造方法不仅可以保证微热管中工质量与真空度达到要求, 而且抽真空的时间大约比原有方法节省了2/3, 具有很好的传热性能。
近二十年来, 微电子与光电子技术的快速发展,导致微电子芯片的集成度急剧增加, 从而单位容积上的芯片功耗急剧增加, 产生散热空间狭小及高热流密度等致命问题。如高性能微处理器的热流密度达到100 W/ cm2; 大功率照明LED 芯片热流密度达到200 W/ cm2; 半导体激光器热流密度达到500~1000 W/ cm2。可见, 要解决狭小空间高热流密度芯片的热控制问题, 必须采用更高效散热方式来取代常规散热技术。相比较而言, 采用相变传热的微热管具有热导率高、体积小、重量轻、良好的等温性、无需额外电力驱动, 传热效率是铜棒的几百倍甚至上千倍等优点, 因此, 微热管是高热流密度电子芯片导热的理想元件。
微热管的传热性能虽然主要取决于管内壁的吸液芯结构, 但微热管中的工质量与真空度是否符合要求对其传热性能的影响是非常大的。国内外的研究主要集中在吸液芯的制造上, 如华南理工大学开发了沟槽式与烧结式微热管 ; Khrustalev, Faghri开发了倒弯月面型蒸发器扁平微热管;Kang 等开发出具有三层结构、允许液体和蒸汽流动隔开的径向沟槽式微热管; Man Lee 等研究了集成微热管系统的设计和制造。当前抽真空及其测试的方法很多, 但对于热管中工质量与真空度的要求, 目前常采用的方法为抽真空- 工质灌注- 冷焊法或沸腾排气法 。由于烧结式吸液芯具有很大的传热能力, 水具有很大的潜热, 主要应用在微电子与光电子散热方面的微热管外径为6 mm, 长度为200 mm以上。因此, 文中主要研究以水为工质, 长度200mm 以上, 直径为6mm 的烧结式微热管的制造方法。通过对微热管的工作原理及其目前微热管的常用制造方法进行分析, 提出分别采用工质冻结- 抽真空- 冷焊法与二次除气- 冷焊法来对烧结式微热管进行抽真空, 并进行大量的实验, 验证了这种制造方法的可行性与合理性。
1、微热管工作原理
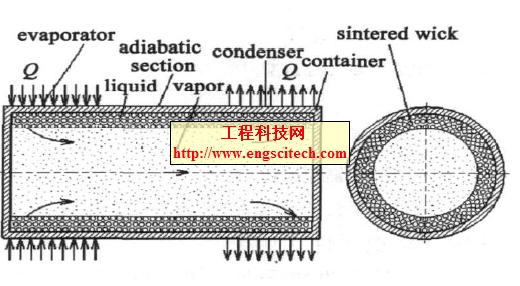
微热管的工作原理如图1 所示, 微热管由管壳、吸液芯和端盖组成, 将管内抽真空达1.3 X ( 10-1~10-4) Pa 的负压后充以适量的工作液体, 使紧贴管内壁的吸液芯毛细多孔材料中充满液体后加以密封, 当蒸发段受热时, 毛细芯中的液体蒸发汽化, 蒸汽在微小的压差下流向冷凝段放出热量结成液体,液体再沿多孔材料靠毛细力的作用流回蒸发段, 如此循环, 热量就由微热管的一端传至另一端, 在这个循环过程中, 工质传输了大量的热量。

图1 微热管工作原理
微热管中工质量的多少, 不仅影响其传热性能,还会影响其是否具有传热可靠、安全、抗冻性等。能使微热管有效地进行热传递的部分就是工质, 在某个热流通量下, 如果工质量比较少, 将会在蒸发段出现蒸发掉的工质液体比通过吸液芯的毛细力作用而回流的工质液体多, 在蒸发段出现由于工质液体用尽而发生干涸现象, 从而制约了微热管的传热效率;如果工质量过多, 在持续的热流通量下, 将有大量的工质液体转换为蒸汽, 使蒸发段的温度升高加快, 致使蒸发段的蒸汽密度增加, 微热管中的压力增加, 从而降低了冷凝段工质液体的回流速度, 影响工质的连续循环速率, 制约微热管的传热效率。如果微热管中的真空度达不到要求, 则不凝性气体会聚集在微热管的冷凝段, 从而减小冷凝段的有效长度; 另外, 有部分不凝性气体会溶入工质液体中, 从而大大降低工质的潜热, 减小微热管的传热能力, 增加微热管的热阻。因此, 在对微热管进行工质灌注、抽真空与封接的制造过程中, 必须严格保证微热管中的工质量与真空度。
5、结论
(1) 采用工质冻结- 抽真空- 冷焊法与二次除气- 冷焊法相结合的方法来制造烧结式微热管, 不仅可以保证微热管中工质量与真空度的要求, 而且不必使用高真空扩散泵进行抽高真度。综合考虑工质灌注与其它辅助时间, 总的制造时间相对于抽真空- 工质灌注- 冷焊法来说节省了2/3, 从而提高了整个烧结式微热管的生产率, 降低了制造成本。
(2) 工质冻结可以避免因抽真空时压力的降低而造成工质沸腾蒸发, 但由于微热管的蒸汽腔小, 因此要直接把工质灌注到热管的底部, 否则冻结后会分割蒸汽腔而不能在抽真空时达到预定的要求。
(3) 在二次除气- 冷焊法中, 工质的损失量可通过计算得到, 并且误差很小, 因此可以在工质灌注时考虑进去。
(4) 采用工质冻结- 抽真空- 冷焊法与二次除气- 冷焊法相结合的方法来制造烧结式微热管, 其传热能力并不比采用抽真空- 工质灌注- 冷焊法来制造微热管的传热能力差, 甚至要略好一些。