带腐蚀性物料的真空系统在线检漏方法研究
带腐蚀性物料的真空系统,往往对密封性要求严格。为了进行带腐蚀性物料的真空系统在线检漏而进行研究,分析可行的检漏方法,提出适用手段。通过分析,经过分级冷冻、物料处理及选用适合的检漏步骤,能够使氦质谱检漏仪满足负压检漏条件,从而使用喷氦法确定漏点位置,使用氦罩法获得准确的漏率。实际应用证明,该方法用于带腐蚀性物料的真空系统在线检漏,能够准确、有效的检测漏点位置及漏率。该研究为带腐蚀性物料的真空系统在线检漏提供了技术支持。
引言
真空系统在使用过程中压力出现异常增加,此时系统可能是出现了漏点,如果系统的漏点不及时判断并消除,系统内的空气不断积累,会导致系统无法正常使用。对于正在使用的带有腐蚀性物料的真空系统,要找到并消除漏点,通常步骤为:回收物料→清洗系统→抽空检漏→消除漏点→供料并投入使用。步骤多、周期长,对于暂时无法回收物料的系统,则不适用。这时寻找一种适合不卸料情况下的在线检漏方法极其重要,文章对此进行研究。
1、真空系统常见检漏方法分析
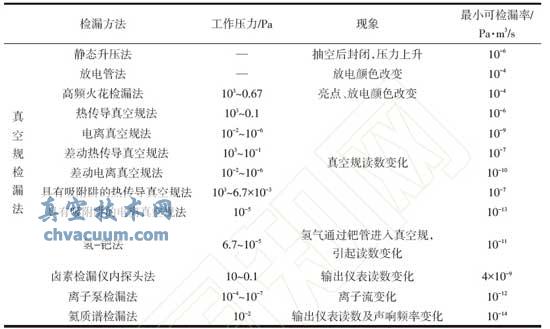
根据文献,检漏方法可以分为两大类,即压力检漏法和真空检漏法。对于带腐蚀性物料的真空系统,通常为了防止物料外漏,内部压力通常小于一个大气压(105 Pa)。因此检漏方法上主要考虑真空检漏法,表1列举了常见的真空检漏方法。
在选择检漏仪器和方法时,最重要的是能够达到所要求的检漏灵敏度,其次还要考虑示漏物质在空气中的含量以及示漏气体的物理性质和化学性质,如浓度、扩散率、分层、堵塞、易燃易爆、腐蚀、有毒有害等,同时由于腐蚀性物料通常为酸、碱等物质,示漏气体还应考虑与物料的反应。对于带腐蚀性物料的真空系统,一般总漏率要求小于10-6 Pa·m3/s,系统压力为低真空(102~105 Pa)。根据以上分析,对照表1,同时满足漏率和压力要求的方法为差动热传导真空规法、具有吸附阱的热传导真空规法等真空规检漏法,但是此类检测真空规的灯丝通常不耐物料腐蚀,吸附阱还可能会和物料反应。因此常规方法较难满足检漏要求,需要考虑使用非常规的方法。
表1 真空检漏方法
2、带腐蚀性物料真空系统检漏的非常规方法分析
经过查阅文献及检漏过程中的总结,得到一些适用于带腐蚀性物料的非常规检漏方法,主要包括紧固部件法、临时密封法、负压采样法等。
2.1、紧固部件法
该方法适用于连接件松动造成的漏点。如经过冷热冲击造成的连接件松动。
这种方法通过对系统连接部位逐一检查,对发现松动处进行紧固,同时观测真空参数进行漏点检测。如果经过紧固真空指标好转,证明该处为漏点,消除的漏率可以用公式(1)估算。

式中:ΔQ 为消除的漏率,Pa·m3/s;ΔP0 为消漏前指定时间内封闭真空系统的压力上涨量,Pa;ΔP1 为消漏后指定时间内封闭真空系统的压力上涨量,Pa;V为封闭真空系统的总容积,m3;t 为指定时间,s。使用这种方法必须找到松动部位,对于连接口繁多的系统工作量大,同时如果漏点不是由于连接件松动造成,则无法找到并消除。
2.2、临时密封法
如果漏点是系统腐蚀等原因造成的漏孔,同时通过分段测量压力等方法发现了可疑部位,可在怀疑有漏部位涂抹酒精或使用真空封泥实现临时密封,如果真空参数好转,可以判定该部位是漏点,判断出漏点后便可以进行消除,消除的漏率同样可用公式(1)估算。使用这种方法必须知道可能的漏点部位,有针对性的操作。并且酒精易挥发,必须在极短的时间内发现漏点。真空封泥不易清除,可能堵塞漏点无法判断漏点具体位置并消除,为以后系统使用造成隐患。
2.3、负压采样法
带腐蚀性物料的真空系统如果带有尾气泵,可以在尾气泵排气口放置带吸枪的检漏仪,启动尾气泵并对真空系统喷氦,再由吸枪捕捉氦气。这种方法优点是可判断以上两种原因造成的漏点,缺点是吸枪易被水气与油污污染,吸嘴法检漏灵敏度较低、误差大。
以上列举了常见的三种非常规方法,其检漏方法有一定局限性,因此解决该类的问题,需要寻找更适合的灵敏度更高、误差更小的检漏方法。
7、结论
文章研究了带腐蚀性物料的真空系统的检漏方法,分析了相关方法,并提出使用适合的检漏方法和步骤,能够使氦质谱检漏仪满足检漏条件,采用氦质谱检漏喷吹法找到漏点位置,利用氦罩累积法判断出较为准确的漏率。在实际工作中运用这种方法,解决了内部带腐蚀性物料的真空系统在线检漏问题,为该类问题提供了技术上的参考。
















