常用压降检漏法的基本原理及误差分析
压降检漏法是常用、发展成熟的检漏方法之一,尽管要求的检测时间较长、无其他辅助方法时无法定位,但因可以利用在被检件上安装的压力计进行检漏且对检漏气体无特别要求而被广泛地应用在航空、航天、仪器、仪表等行业,是行之有效且简单实用的检漏方法之一。目前的压力变化检漏有绝对压降检漏法和差压检漏法两种,前者已广泛应用,后者正在逐渐应用。
1 常用压降检漏法
(1) 常用压降检漏法的基本原理
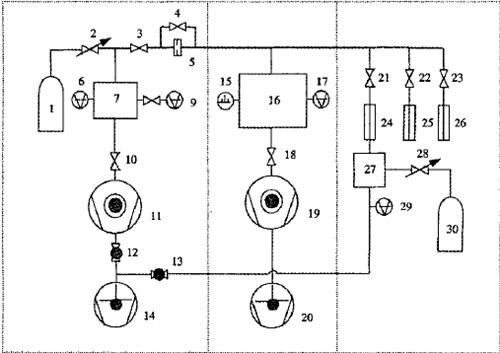
常用的压降法检漏法原理如图1 所示, 一般由测压设备、测温设备、充气设备和气源(气瓶) 组成。
图1 压降法检漏的原理示意图
测试时对被检件用干燥氮气(或其他干燥气体)通过充气管道充到一定压力(一般与被检件的工作压力一致) 后, 隔断气源, 观察被检件内压力随时间的下降情况。如果被检件的容积为V,在Δt时间内,被检件内的压力降为ΔP, 那么被检件的总漏率Q 为
(2) 压力差的确定
在通常的测试中, 因为测试的压力为相对大气的压力, 测试时的大气压力在不同的测试时间,测试地点都不同, 在相对测量中还需对测试时的大气压及被检件中的压力进行测试。被检件中气体压力随着环境温度升高而升高, 随着环境温度的降低而减少, 实际漏气引起的压力降应扣除温度和大气压的波动。目前采用式(2) 确定压力差[1] :

式中ΔP 为被检件泄漏造成的压力降; P1 为保压前的被检件压力初值; A1 为保压前的大气压初值; T1 为保压前的被检件温度初值; P2 为保压后的被检件压力终值; A2 为保压后的大气压终值;T2 为保压后的被检件温度终值。
(3) 有效容积的确定
一般采用膨胀法对被检件的有效容积进行测试, 必须有一准确的标准容积。标准容积的准确性对被检件测试十分重要。一般的高纯氮气瓶, 虽然都标有容积, 但因差别较大, 通常采用高精度Metler Toledo 的称重仪, 通过测试压力、温度、气体净质量, 可计算出气瓶的标准容积为
式中M 为标准容积内气体的质量; P 为标准容积内气体的压力; T 为标准容积内气体的温度; R为气体常数; u 为气体的摩尔质量。被检件的容积是通过将标准容积V b 中的压力膨胀, 测定平衡压力为
式中 V 为被检件的测试容积; Pb0 为标准容积的压力初值; Pb1 为标准容积的压力终值; Pc0 为被检件的压力初值; Pc1 为被检件的压力终值。
(4) 常用压降检漏法误差分析
根据式(2) , 压力变化测量的绝对误差可表示为[2 ]

式中 δΔP为被检件压力降测量的绝对误差; δP1 为被检件压力初值测量误差; δA1 为大气压力初值测量误差; δP2 为被检件压力终值测量误差; δA2 为大气压力终值测量误差; δT1 为被检件温度初值测量误差; δT2为被检件温度终值测量误差。由式(4) 可得被检件有效容积测试的绝对误差:
式中 ΔV 为被检件容积的误差; ΔV b 为标准有效容积误差; ΔPb0 为标准容积压力初值测试误差;ΔPb1为标准容积压力终值测试误差; ΔPc0 为被检件压力初值测试误差; ΔPc1 为被检件压力终值测试误差。
采用绝压测量, δP1 =δP2 =δA1 =δA2 = 25Pa , δT1 =δT2 = 011 K作为测量的一个特例, 式(5) 估算压力的测量的绝对误差为:P1 = 100100kPa , P2 = 99100kPa , A1 = 101100kPa , A2 = 100100kPa ,T1 = 273 ℃+ 25 ℃, T2 = 273 ℃+ 23 ℃, ΔP = 655Pa , δΔP = 118Pa按照式(3) , 测得标准气瓶的容积为42159L , 按照式(6) 标准容积的误差为ΔV b = 7115L 。
如被检件有效容积测试中, 标准气瓶的压力从1210MPa 下降至814MPa , 将被检件从5180kPa充至20100kPa , 被检件温度从1416 ℃变化到1415 ℃。
根据式(4) 、(6) , 计算出被检件的有效容积及绝对误差值V = 10180 , ΔV = 1191 。其中有效容积的测试相对误差达1717 %。