真空检漏技术在自耗电弧炉维修中的应用
本文结合真空检漏的概念及意义,根据真空自耗电弧炉真空系统的特点,详细讲述了真空检漏的原理及其注意事项,通过实际生产过程中实际的检漏过程总结出了检漏仪应用过程中的注意事项,对今后实际生产具有重要的指导意义。
真空自耗电弧炉是目前世界上熔炼钛、锆等稀有金属的主要设备,由于其在真空下能有效的降低金属及其合金中的气体含量,更准确的控制化学成分,改善铸锭的质量等优势,因而被广泛应用。在实际生产中针对核级锆材来讲熔炼真空度及漏气率是电弧炉最重要的工艺参数,由于种种原因真空漏气率往往无法不能达到工艺参数的要求而影响生产进度和产品质量。因此,如何快速的发现漏点,是真空维修过程中的关键。
1、真空检漏的分类与方法
1.1、真空检漏的概念
真空检漏就是检测真空系统的漏气部位及其大小的过程。漏气分为实漏和虚漏两种。实漏主要是由于气体通过系统上的漏孔或间隙从高压侧流向低压侧的过程,属于设备自身问题,也是本文研究与解决的重点问题;虚漏主要是由于材料放气、解吸、凝结气体的再蒸发等原因引起的气体压力升高的现象,主要通过长时间的抽空将发出的气体抽出系统外便可以正常使用和生产。
1.2、真空检漏的分类
真空检漏可以分为两大类。第一,充压检漏法;第二:真空检漏法。
①充压检漏法:指在被检件内部充入一定压力的示漏物质,如果被检件上有漏孔,示漏物质从漏孔漏出,用一定的方法或仪器在被检件外部检测出漏孔漏出的示漏物质的方法。主要有升压法、听音法、气泡法等。
②真空检漏法:指将管道和检漏器的敏感元件处于真空状态,在管道的外部施加示漏物质,如果有漏孔,示漏物质就会通过漏孔进入被检件和敏感元素空间,由敏感元件检测出示漏物质的方法。主要有真空计法、静态升压法、氦质谱检漏仪法。
2、真空自耗电弧炉的系统特点及检漏要点
真空自耗电弧炉熔炼作为公司核级锆材生产的第一道工序,其要求的真空度及漏气率非常严格,只有当漏气率达到0.65 Pa/min 以下才允许熔炼,由于真空自耗电弧炉真空部分包括前级真空泵、大小罗茨泵、真空管道以及上炉室和坩埚部分,真空炉室部分容积大,漏点多的特点,任何一个地方发生微小的漏气都可能造成真空度降低而无法满足熔炼工艺要求,因此真空技术网(http://www.chvacuum.com/)认为采用上述充压检漏法显然是无法达到检测要求的,通常采用借助于系统自身的真空系统的真空检漏法,目前分厂主要采用氦质谱检漏仪来检测电弧炉的漏点。
2.1、真空自耗电弧炉真空系统配置简介
如图1 所示是电弧炉真空系统原理图。它是由机械泵、罗茨泵、油增压泵、蝶阀等组成的。其中大罗茨泵与油增压泵并联使用,当压强大于1Pa 通常采用机械泵与大小罗茨泵共同抽空,当压强小于1Pa 时通常采用机械泵、罗茨泵与油增压泵共同抽空完成。
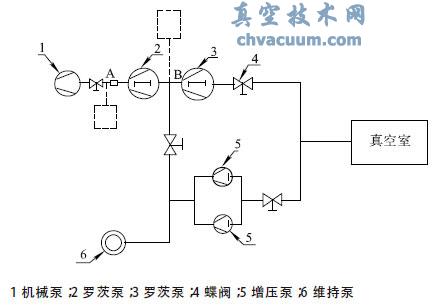
图1 电弧炉真空系统原理图
2.2、真空检漏的要点与步骤:
2.2.1、初步判断漏气属于实漏还是虚漏;是真空管路漏气还是真空熔炼室漏气
方法:抽空一定时间后关闭图1 中4 号阀,记录熔炼室内的起始真空度并且连续记录5min,记录每分钟起始炉室内压强分别P0,P1,P2,P3,P4,P5,当(P5-P0)/5>0.65 Pa/min 证明真空炉室内的漏率未满足工艺要求,此时再计算每分钟的压升率, 如果(P1-P0)≈(P2-P1)≈(P3-P2)≈(P4-P3)≈(P5-P4)时,应当判定真空炉室存在漏气现象,属于实漏。如果当(P1-P0)>(P2-P1)>(P3-P2)>(P4-P3)>(P5-P4)时,应当判定真空室属于虚漏,应当继续加长抽空时间或检查管道是否漏气。根据该方法以及判定的漏点的大致区域位置用氦质谱检漏仪或其它方法检漏。
2.2.2、氦质谱检漏仪正确使用
1.氦质谱检漏仪的工作原理
分厂现使用的是合肥皖仪科技生产的SFJ-261型检漏仪,该检漏仪最小可检漏率能达到5×10-12Pa·m3/s,远远大于真空自耗电弧炉极限漏率4×10-3Pa·m3/s 的要求,检漏口14 的最大检漏压强为1000Pa,其内部原理图如图2 所示。
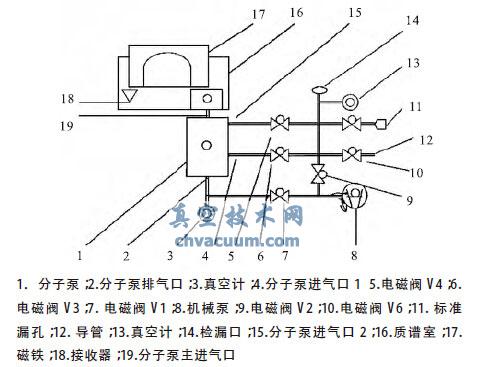
图2 氦质谱检漏仪原理图
工作条件:
①检漏仪要工作必须使检漏仪内部真空系统正常工作,因此检漏仪机械泵8、分子泵1 和电磁阀V1 串联工作,达到质谱室所需要的高真空,满足离子源可靠工作时即达到检漏仪工作条件,即我们所说的自检通过。
②满足检漏口14 达到1000 Pa 以下,由于真空自耗电弧炉容积约2~3m3,因此无法使用检漏仪自身的真空泵进行炉室抽空,必须使用电弧炉的真空系统作为检漏仪的辅助系统对其抽空,从而满足检漏口1000 Pa 以下的使用要求。
2.检漏仪在电弧炉真空系统中的连接
检漏仪原理图中14 检漏口的位置通常可以连接在图1 中虚线A 或B 的位置,因为这两处均能达到检漏仪检漏口小于1000 Pa 的工作要求,对于粗检两个位置都能够达到要求,但对于系统的小漏,位置的选择则相当关键,对于核级锆铸锭的生产来说,当漏率介于0.65~1.5 Pa/min 时更要注意位置的选择。主要原因是由于:该型号的检漏仪分为检测大漏、中漏和微漏,当检漏口14的压强100 PaPa<Pa<1000 Pa 时检漏仪V1 和V2打开,氦气部分分子沿分子泵排气口逆流进入质谱室,因此只有当氦气分子较多时才能被检测到;当压强10 Pa<Pa<100 Pa 时,检漏仪关闭V2,打开V3,V1 阀,此时氦气分子较多沿4 处分子泵进气口1 逆流进入质谱室中,可以检测到系统的中漏;当Pa <10 Pa 时,检漏仪关闭V3,打来V4、V1 阀,此时氦气分子大部分沿15 处分子泵进气口2 逆流进入质谱室中,达到检测微漏的效果。
由于在正常工作时机械泵进气口A 处的真空度受管道气密性及泵本身的抽空能力等因素的影响,通常真空度可能在20~200 Pa 的范围内,因此真空技术网(http://www.chvacuum.com/)认为对于检测中漏来说,有可能导致检漏仪的V3 阀无法打开,使得中漏的部分漏孔无法检测出来,这也是为什么在现场检漏过程中有时无法检测出漏点的主要原因。
小罗茨泵进气口B 处实际上是机械泵与罗茨泵在联合抽空,真空度通常保证在10~30 Pa 范围内,能够保证检漏仪在中漏的范围内进行工作,即氦气从4 或15 处逆流进入质谱室中,保证检漏仪的稳定可靠工作。
2.2.3、检漏工作的实施
只要正确的做好检漏范围的预判和正确连接好检漏仪后就具备了检漏的前提,应当按照如下步骤进行查、检漏工作:
①正常启动电弧炉真空系统,当炉室达到稳定的中真空度后,通常在10 Pa 以下,打开检漏仪开始进行工作;
②按照先高后低、先近后远的顺序依次对炉室各个点进行喷氦,针对真空自耗电弧炉而言合理的检漏路线应当依次是电极杆动密封处———观察孔玻璃处———炉头法兰———坩埚法兰———真空检测排———真空管道———真空挡板阀———大、小罗茨。
③外部无法喷氦检漏部位的检查。外部不易喷氦检查到的部位主要有:a. 电弧炉支撑杆动密封;b.气动卡头密封;c.坩埚底垫密封;d.真空炉室内隔层焊缝处的渗漏;e. 气动真空挡板阀内部盖板密封。
a和b的泄露需要制作专用电极杆端头盲板,将电极杆下部的紫铜导电法兰拆下并将制作好的带有密封圈的盲板用螺栓固定在原导电法兰处,重新抽空并对炉室测压升率,如果压升率显著下降则可以证明是此处导致漏气。
c 主要靠替代更换法,重新装配另外一组坩埚进行压升率对比试验的方法。
d 需要采用隔层内部喷氦打压的方式,将电弧炉水排上所有的出水阀门全部关闭并关闭除炉室进水阀外的其他进水阀门,在水排进口对炉
室隔层进行喷氦打压,将压力充到0.1MPa 后,重复检漏仪的检漏操作,如果隔层渗气,气体将进入炉室被检漏仪检测。
e 通过开、停泵检测压升率的方式检测。如果挡板阀内部盖板漏气,则在阀门关闭的情况下,停止系统真空泵工作和不停止的情况下压升率会有较明显的变化。
3、结论
以上通过对检漏概念、检漏仪原理及电弧炉检漏的步骤的详细介绍,找到了真空自耗电弧炉检漏的步骤及要点,使其整个过程更加清晰化、模式化。本文在实际的工作中对现场的实际工作有重要的指导意义,同时希望本文对相关行业解决类似问题有所帮助。
参考文献
[1] 姜波.真空检漏在维修中的应用[J].机械制造,2006,(4):65-67.
[2] 李军仁,付保全,李强,等. 真空自耗电弧炉真空系统检漏[J]. 真空,2005,(5):37-39.















