滚动轴承缺陷频谱特征及故障诊断实例
由于使用维护方便、工作性能可靠,滚动轴承在旋转机械中有着广泛的应用,其运行状态的好坏对旋转机械的正常运转起着至关重要的作用。随着状态监测技术的发展和应用,通过提取滚动轴承频谱特征来进行轴承故障诊断的实例越来越多。对应用实践进行总结分析,对滚动轴承频谱特征进行分类,并列举了相应的实例,为滚动轴承故障诊断提供参考。
一、前言
旋转机械是大型石油石化行业的核心设备,一旦不能正常运转,将导致整个装置停工,会给企业带来巨大的经济损失。滚动轴承是旋转机械的重要部件,滚动轴承的工作状态与旋转机械的运行可靠性息息相关。然而,滚动轴承也是机器中最易损坏的部件之一,据统计,在旋转机械中有70%的故障是由滚动轴承引起的,在齿轮箱的各故障中,轴承故障仅次于齿轮故障而占到19%,电动机故障中有80%表现为电动机轴承故障。因此,滚动轴承常见故障诊断显得十分重要。
随着旋转设备状态监测和故障诊断技术理论的发展和应用实践,利用振动信号监测分析来判断滚动轴承的运行情况成为可能。一般来说,滚动轴承由内圈、外圈、保持架和滚动体四部件组成。当任何一个部件出现缺陷时,轴承座振动速度频谱都会表现出不同的信号特征。
二、频谱中出现非整数倍频成分
1. 频谱特征
在已知滚动轴承的几何尺寸、滚动体数目和轴转速的基础上,导出了一系列的轴承故障频率公式。利用这些故障频率可以分别检测轴承内圈、外圈、保持架和滚动体本身的故障。假如内圈滚道、外圈滚道或滚动体上有一处缺陷(剥落或裂纹),则两种金属体在缺陷处相接触就会发生冲击作用,冲击的间隔频率见表1。
表1 由局部缺陷引起的冲击振动间隔频率

表式中 n——轴的转速,单位为r/min;d——滚动体直径,单位为mm;Dm——滚动体中心直径,单位为mm;α ——接触角,指接触面中心与滚动体中心连线和轴承径向平面之间的夹角,单位为弧度或角度;z——滚动体个数。
现场诊断时,往往不了解滚动轴承的型号和具体尺寸,用表1中的公式计算,其过程也相当复杂。因此如果只知道滚动体的数目,表1中的公式可以进行近似简化,这样使用起来更加灵活方便。
内圈通过频率:f1=0.6frz;外圈通过频率:f0=0.4frz;保持架通过频率:fe=0.4fr。
式中 fr——轴的转频;z——滚动轴承的滚动体数。
研究发现:
1)滚动轴承故障频率与不平衡、不对中、叶片通过频率等振源不一样,它们都是故障频率。换言之,轴承故障频率在振动频谱中不应该存在,只有轴承出现故障时,才会发出的初始故障信号。
2)轴承故障频率都是转速频率的非整数倍频。
3)速度频谱中除了非整数倍频之外,有时还会出现其谐波成分。
2. 应用实例
聚丙烯装置环管循环泵P202,转速1 450r/min,功率510kW。2013年2月,操作员巡检发现泵轴承座振动呈上升趋势。
与以前采集的振动数据相比,泵轴承座各测点振动值同步增大,以叶轮侧垂直方向振动能量增大最为显著。各测点1 000Hz振动速度谱中,存在工频及较多的非整数倍频成分。利用PE A K V UE技术采集信号,发现以10.62Hz频率成分幅值突出,且存在其倍频成分。泵各测点振动波动较大,以149Hz(6x)、288Hz(11.60x)、404Hz(16.24x)频率成分波动为主,工频幅值保持稳定。SPM轴承故障诊断仪T30,对该泵轴承冲击数据进行采集,dBc为14dB、处于绿区,dBm为33dB、处于黄区,非常接近红区的下限35dB。真空技术网(http://www.chvacuum.com/)认为,该泵轴承已出现缺陷的可能性大,同时伴有松动摩擦。
2013年3月,公司安排该泵停运检修发现,主密封侧轴承外圈跑套严重,定位轴承铜保持架、内圈滚道等部位有明显磨损痕迹,滚动体表面蚀坑多。
三、频谱中出现高频连续谱
1. 频谱特征
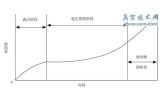
滚动轴承故障后期,振动速度频谱中会出现随机的宽带超声能量,这个能量成分一般出现在2 000~5 000Hz。因此,在采集数据时,需要将频带放宽至5 000Hz,观察频谱中高频部分的频率分布及能量的大小。但由于安装和润滑等因素的影响,有些轴承的运行初期就存在较低幅值的高频连续谱,因此,利用比较分析的方法更加准确可靠。
2. 应用实例
重整装置氨冷冻机为螺杆压缩机, 电动机及阴阳转子均采用滚动轴承。电动机工频:2972/60=49.53Hz;阳转子(型线数4)工频:49.53Hz;阴转子(型线数6)工频:49.53×4/6=33Hz;转子啮合频率:49.53×4=33×6=198Hz。
氨冷冻机现场噪声增大,现场采集振动信号(见表2和图1)。分析发现,电动机振动较小,氨压机联轴节侧轴承座三个方向振动值均偏大、且以垂直和轴向振动表现尤为突出。
表2 氨冷冻机轴承座振动烈度 (单位:mm/s)


图1 检修前后联轴节侧轴承座垂直振动速度频谱对比
速度频谱中存在以下几种频率成分:
1)极低频率成分,噪声底线抬起。
2)高频连续谱,该频段幅值突出的频率成分为各基频的非整数倍频,噪声底线明显抬高,存在以阳转子工频为间隔频率的边带成分。
3)阴、阳转子工频和转子啮合频率成分及其谐波,但幅值均较小。分析认为,联轴器侧滚动轴承和推力轴承出现磨损的可能性大。时隔一周检修发现,冷冻机推力轴承严重磨损(单边偏磨),靠螺杆侧内圈轴向磨损量达1.22mm以上,边上有明显剥落与点坑。阳螺杆非驱动端径向圆柱轴承严重磨损;阴螺杆非驱动端径向圆柱轴承有磨损。
四、频谱中出现边带成分
1. 频谱特征
当轴承内圈、外圈出现早期故障时,以单个故障频率成分出现在频谱中。随着故障扩展会引起轴承内圈、外圈故障频率的幅值增大。如果故障进一步恶化,速度频谱中则会出现内圈、外圈故障频率的高次谐波、以及边带成分出现。边带的间隔频率比较常见的有两种,一种是轴的转频,另一种是保持架的故障频率。
2. 应用实例
(1)边带间隔频率为轴的转频 焦化装置加热炉鼓风机变频电动机噪声大,现场采集轴承座振动信号(见图2)。测试时,电动机转速为520r/min,工频为8.67Hz。电动机轴承座振动频谱中出现了以5.326x的非整数倍频成分及其高次谐波。且在高次谐波成分左右出现了以电动机工频为间隔频率的对称边带。

图2 电动机前轴承座垂直振动速度频谱
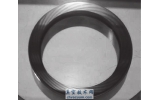
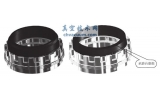
检修发现,该轴承外圈电流腐蚀严重,轴承外圈搓板状缺陷明显,如图3所示。

图3 轴承外圈电流腐蚀严重
(2)边带间隔频率为轴转频的非整数倍 聚丙烯装置动力分离器搅拌器A301于2011年4月在役运行。2013年6月底发现分离器推力轴承水平振动值上升到6.0mm/s左右。后经润滑脂置换、将润滑脂改为高温润滑脂后,振动烈度下降趋势明显,SPM冲击数据近黄区上线、趋势趋于平稳。
搅拌器转速为1 470r/min,对轮侧轴承型号:SKF3317A,叶片侧轴承型号:SKF NU2316E。7月初,对分离器轴承座振动进行频谱分析发现,对轮侧轴承座水平测点1 000Hz带宽速度频谱(见图4)中,存在0.28x~0.66x频的次倍频成分、低频段噪声底线明显抬高,存在139.81Hz(5.63x)、205.57Hz(8.27x)的非整数倍频成分,在13x(NU2316E轴承滚动体个数为13个)左右出现间隔频率为10.63Hz(0.43x:可能为保持架故障频率)边带成分。将频带放宽至5 000Hz采集信号,未见明显的高频连续谱出现。这里,0.43x的非整数倍频以边带的形式出现,需要引起足够的重视。

图4 泵对轮侧轴承座水平振动速度频谱
8月停运检修,将搅拌器解体发现,对轮侧轴承保持架上半边松脱,可以直接取出,上、下保持架磨损严重。
五、结语
1)实践证明,通过提取轴承座振动的速度频谱特征,可以准确地判断滚动轴承的运行情况、出现缺陷的部件及缺陷的严重程度。
2)现场遇到的滚动轴承缺陷复杂,很多情况都是多种缺陷同时出现,因此速度频谱中往往会多种故障特征并存。
3)滚动轴承振动大小的判断,不能教条地依据标准中给出的振动界限值。由于滚动轴承的安装精度、使用润滑条件的影响,轴承所能承受的振动值也不尽相同。最有效的方法是对轴承振动的上升幅度进行分析,可以更加准确地判断滚动轴承的运行状况。
4)滚动轴承监测诊断的技术很多,除了振动频谱分析技术,还有SPM公司开发的冲击脉冲技术、恩泰克公司的尖峰能量技术、艾默生公司的PEAKVUE技术等。实际应用中,多种技术手段结合,可以提高滚动轴承故障诊断的准确率。