金属波纹管真实应力-应变试验
由于316L、SUS304、Inconel718 材料波纹管在成形时产生加工硬化,从而使屈服强度得到不同程度的强化。材料数据库的数据不能满足软件分析和设计的需要,需要对金属波纹管所用的原材料进行试验。用薄壁带材标准拉伸试样,在室温下进行了测试。
1、316L材料
表1和图4分别为3种316L材料的真实应力-应变数据及曲线。
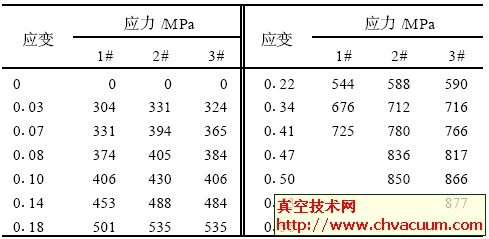
表1 3种不同316L材料的真实应力- 应变数据
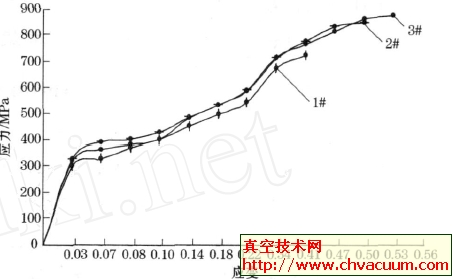
图4 3种不同316L材料的真实应力- 应变曲线
2、SUS304材料
表2和图5分别为3种SUS304材料的真实应力- 应变数据及曲线。
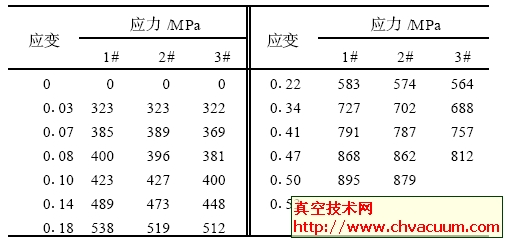
表2 3种不同SUS304材料的真实应力- 应变曲线
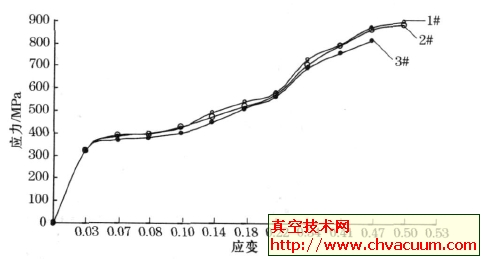
图5 3种不同SUS304材料的真实应力- 应变曲线
3、Inconel718材料
表3和图6分别为3种Inconel718材料的真实应力- 应变数据及曲线。
4、焊接工艺参数
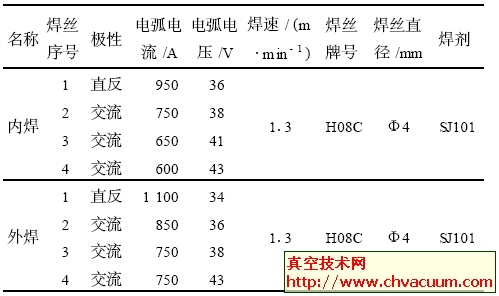
4. 1、焊接电流
在直缝焊管多丝埋弧焊中,所有丝的焊接电流增加,焊缝的余高都将增加,但不同的焊丝增加程度不同。通常第一根焊丝的焊接电流在所有焊丝中最大,它的变化相对于其他焊丝将引起较大的余高变化,而中间的焊丝相对于最后一根丝又要强些。同样,第一根焊丝焊接电流对焊缝熔深影响也最大,中间焊丝作为焊缝填充对焊缝的熔深影响相对小一些,最后一根焊丝对此几乎没有影响 。因而在编制多丝埋弧焊焊接工艺时,应该是第一根焊丝的焊接电流最大,中间次之,最后一根最小。
4. 2、电弧电压
在直缝焊管多丝埋弧焊中,所有丝的电压对焊缝余高和熔宽都有一定的影响,特别是接交流电焊丝的电压对焊缝与母材的过渡状况影响较大,电压过低将使之不能形成平滑过渡。由于电弧电压大小基本与焊缝宽度成正比,即电弧弧压大小决定熔池宽度,电弧弧压越大熔池宽度越大。如果后丝电弧电压小于前丝电弧电压,则后丝熔池宽度小于前丝熔池宽度,造成熔池截面呈“葫芦”型。因而在编制多丝埋弧焊焊接工艺时,应该是第一根焊丝的电弧电压最小,中间次之,最后一根最大。
4. 3、焊接速度
在直缝焊管多丝埋弧焊中,焊接速度对焊缝熔深和熔宽影响较大,余高影响相对来说小些。速度越快,则熔深和熔宽越小,反之越大。一般在保证焊接质量的前提下适当提高焊接速度,以提高直缝焊管的生产效率。
其他相关文章: