工作参数和端面形貌对机械密封端面磨损率的影响
以工作在常温清水介质中的B104a -70 型机械密封为例进行分析。B104a - 70 型机械密封的硬质环端面材料为硬质合金YG8,E1 = 6 ×105MPa、ν1 = 0.24; 软质环材料为碳石墨M106K,E2 = 1.6 × 104MPa、ν2 = 0.20、σ2y = 200MPa; 微凸体接触摩擦因数fc = 0.1; 密封面内径为69mm、外径为78mm、名义接触面积Aa =1039mm2,载荷系数K = 0.895。假设分形磨损系数KF为定值,且参照真空技术网(http://www.chvacuum.com/)其他文章中中的Kw值取为KF= 5 × 10 - 7。
工作参数对机械密封软质环端面磨损率的影响
1、端面比压pc对软质环端面磨损率γ 的影响
当取转速n = 2900r /min 时,得到不同D 和G组对时γ 与pc的关系曲线如图4 所示。其中,D和G 的组对值是根据文献[11]的试验结果选取的。由图4 可知,当其他参数一定时,磨损率γ 随着端面比压pc的增大而近似线性地增大。这是因为,pc
增大导致微凸体的变形增大,从而使端面间黏着结点产生的磨屑总体积增大,磨损率γ增大。
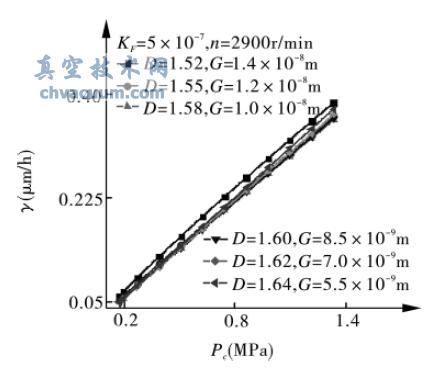
图4 γ 与pc的关系曲线
2、转速n 对软质环端面磨损率γ 的影响
当取端面比压pc = 0.35MPa 时,得到不同D和G 的组对时,γ 与n 的关系曲线如图5 所示。由图5 可知,当其他参数一定时,磨损率γ 随着转速n 的增大而近似线性地增大。这是因为,转速n 增大,则单位时间内接触微凸体摩擦的次数增多,从而使端面间黏着结点产生的磨屑数增多,磨屑总体积增大,磨损率γ 增大。
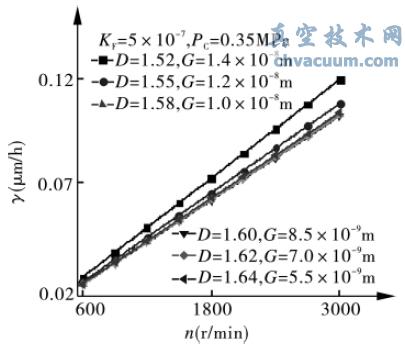
图5 γ 与n 的关系曲线
机械密封端面分形参数对软质环端面磨损率γ 的影响
当取端面比压pc = 0.35MPa、转速n = 2900r /min 时,端面轮廓分形参数D 和G 对软质环端面磨损率γ 的影响如图6 和图7 所示。
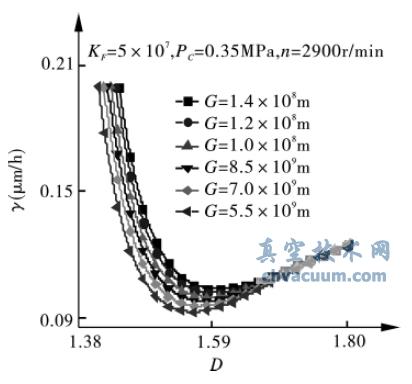
图6 γ 与D 的关系曲线
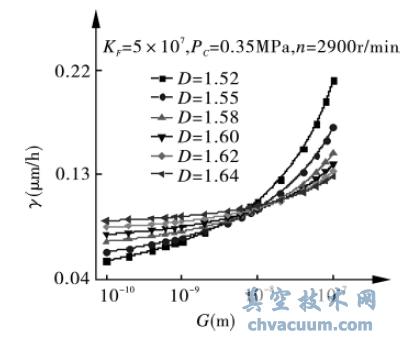
图7 γ 与G 的关系曲线
由图6 可知,存在一个使磨损率γ 最小的最优分形维数Do,即当分形维数D 较小时,γ 随着D 的增大而迅速减小; 但当D > Do时,随着D 的增大,γ 逐渐增大。这是因为: 由式( 4) 可知,ac随着D 的增大而减小,且当D 较小时变化幅度较大,这将导致随着D 的增大,处于塑性或弹塑性接触状态的微接触点迅速减少,也即黏着结点迅速减少,因此,γ 也迅速减小; 而当D 增大到较大值后,当D 再进一步增大时,一方面导致ac减小,另一方面导致端面轮廓更加细化,从而使小于ac的塑性或弹塑性接触点增多。在这两个动态变化的过程中,最终使得D 达到一定值后,随着D 的增大,γ 逐渐增大。
由图7 可知,随着特征尺度系数G 的增大,磨损率γ 逐渐增大。这是因为: 由式( 4) 可知,当G 增大时ac也增大,从而使塑性或弹塑性微接触点增多,导致黏着结点增多,磨损率γ 增大。
另外,由图6 和图7 还可知,当端面分形维数D 小于最优分形维数Do时,特征尺度系数G 的变化对磨损率γ 的影响较大,而随着D 的增大,其影响变得越来越不明显。这主要是因为当D 较大时,端面轮廓非常细化,G 对临界弹性变形微接触面积ac的影响较小,因此G 对磨损的影响相对减弱。