分馏塔底热油泵机械密封故障分析与解决措施
某炼油厂加氢裂化装置分馏塔底热油泵在运行中,频繁发生故障,严重影响了装置的长期稳定和安全环保运行。通过对热油泵机械密封出现冒烟故障的原因进行分析,改造了密封冲洗冷却系统,消除了事故隐患,取得了良好的密封效果和经济效益。
引言
某炼油厂一套120Mt/a 加氢裂化装置分馏工艺中分馏塔C-3202 塔底抽出线抽出温度高达320℃的尾油,装置生产之初塔底泵P-3204 运转良好,但是运转约30 天, 热油泵后端机械密封开始出现冒烟现象,经分析烟气的主要成分是尾油遇热后产生的, 弥漫着整个泵房, 并且后端机械密封随时都有可能发生泄漏,320℃的尾油一旦遇到空气便会发生自燃的现象, 整个泵房都会燃烧,严重影响装置的安全生产。因此有必要对该机械密封的冒烟故障原因进行分析, 并通过采取适当的措施使这一问题得到解决。
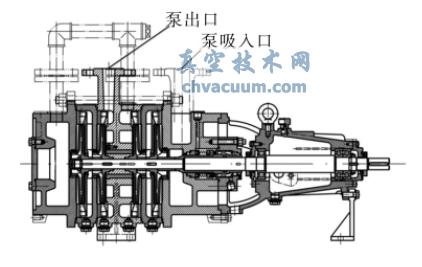
1、热油泵的简介
装置的热油泵型号为150AY150X2A-B; 流量为111m3/h, 扬程为263m; 两级叶轮双支撑, 入口压力0.2MPa,出口压力2.0MPa,介质为尾油;温度320℃,采用波纹管机械密封,后密封始终有烟雾,由于是热油泵为了冷却机械密封采用外供封油的方法冷却机械密封, 封油采用装置自产的柴油。提供封油的封油泵P-3406 型号为PIA30-225;出口压力为0.7MPa,流量1.5m3/h,向3 台高温泵同时提供外冲洗油。
2、热油泵机械密封冒烟故障的原因分析
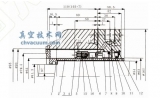
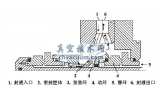
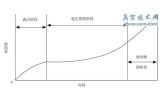
热油泵的机械密封中密封冲洗油原理如图1 所示。

机械密封是靠静止环与旋转环之间的摩擦副形成液膜来进行密封泵输送的介质, 保证泵内的介质不外漏。在热油泵中为了降低摩擦副之间的温度,采用柴油由封油注入管进入机械密封中, 通过密封压盖内部流道冲洗到摩擦副上来冷却机械密封。按照规范只有机械密封的温度降到150℃以下才能保证机械密封良好的运转和延长机械密封的寿命。
设计时为了将密封腔内温度降低到150℃以下(API610规定),按规范(JB4127-85)需向密封腔冲入温度80℃以下,高于密封腔压力0.1~0.2MPa 的外冲洗油。尾油泵投入运行时运转的各项指标都很正常, 但是约30 天后,后端机械密封开始出现严重的冒烟现象,此时机械密封腔压力达到0.6MPa, 机械密封压盖温度高达260℃,机械密封注入管温度高达180℃,正常的机械密封压盖与封油注入管的温度都应该是封油的温度。封油泵P-3406 出口压力只有0.7MPa,又同时供3台热油泵, 经测算封油到达机械密封前压力只能达到0.5MPa, 通过以上数据外送封油与密封腔压差只有0.1MPa; 而且密封压盖与封油注入管温度都高于正常值,表明是冲洗油的供给量和压力严重不足,无法注入到动静环密封端面,不能很好地降低后密封腔的温度,摩擦副没有很好的冷却, 使密封端面摩擦副间液膜环带大气侧汽化变窄,加剧端面磨损,密封性能变差,而密封端面正常漏出泵体介质遇热后马上汽化成烟雾,便出现了整个泵房都弥漫这油烟的现象。
3、解决措施
通过上述分析, 尾油泵随着运转后端叶轮底套间隙磨损,间隙过大(经过拆下测量后达到0.07mm),泵内的介质大量的涌入机械密封中, 致使泵后端机械密封腔压力高于正常值, 导致封油无法注入冷却机械密封,由于介质温度很高,摩擦副没有很好的冷却,介质遇到机械密封温度迅速上升便开始冒烟。解决冒烟的问题有现两种方法: ①提高封油压力与封油量降低摩擦副之间的温度;②调整底套间隙降低封油腔的压力,使冒烟现象消失。
通过实际分析,如果调整底套间隙要不定期进行,不符合现场要求。所以,采取提高封油压力与封油量的方法来解决:重新安装封油泵,在原泵出入口线和基础不动的情况下, 将泵的扬程由原泵的75m 提高至100m,流量由1.5m3/h 提高至4.1m3/h,保证热油泵中机械密封内冲洗油的正常供给。此时封油可以很好的注入到密封腔中冷却动静环端面的摩擦副, 将动静环之间产生的热量带走,机械密封温度降为合适温度,冒烟的现象消失,改造情况如表1 所示。
表1 封油压力与量提高前后的对比情况

4、结论与建议
(1)通过对车间热油泵机械密封冲洗油装置的改造,泵的机械密封冒烟故障问题得以解决,泵的运行状况良好,机械密封处于稳定状态,有效地提高了机械密封的使用寿命,降低了设备维护、维修费用以及劳动强度,而且有利于装置的长周期安全、稳定运行。
(2)提高封油量与压力能够保证机械密封的正常运转,但是不能一味的追求高压力与大流量的封油,因为作为封油介质的柴油的价格也是很昂贵的, 虽然柴油又回到了尾油当中, 但是在冲洗过程中会对柴油造成损耗。根据现场实际生产经验,通过调整封油注油管前的针型阀使封油压力高于密封腔压力0.05~0.1MPa就足够。