高温高压机械密封失效原因分析及改进措施
针对高温高压集装式机械密封失效形式方面的实际问题,进行深入分析总结,并提出了国产化改造的技术措施,延长了机械密封的寿命,保证了设备及装置的长、满、稳、优、安运行。
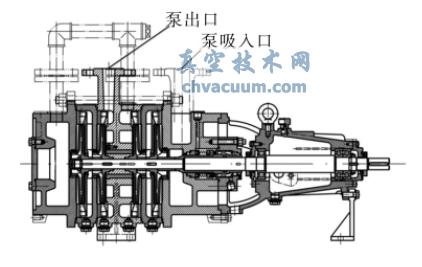
某石化公司乙烯配套装置反应器冷却水泵采用型号为3620L的双吸双支撑径向剖分结构的单级离心泵,起到排出反应器产生的多余热负荷及为空压机透平提供高压蒸汽的作用。该泵为水平安装,单台泵双套机械密封,以256℃、4.4MPa的过热水(PH值8~10)为介质,出口压力为4.8MPa,流量为592.25m3/h。轴外径为准95mm,材质为17-4PH(A564 Ty.630)。该泵原装机封采用约翰克兰的平衡型单端面多弹簧机封,机封冷却方式采用带盘管冷却器的自冲洗方式(API plan23)。由于进口该类型机械密封费用很高,并且我国引入机械密封60多年,技术已经很成熟,因此在装置投产后决定将该机械密封国产化。国产化后机械密封基本结构不变,仍然采用平衡型单端面多弹簧集装式结构及非补偿环旋转的方式。动环材质采用硬质合金(YWN8),静环材质采用自润滑性能较好的浸锑石墨。采用国产化机械密封以来,多台泵先后出现机封泄漏情况,经拆检分析,确定了主要存在以下几种失效形式。
一、机械密封失效形式及原因
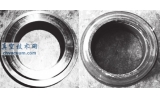
1. 机械密封硬质合金动环炸裂,浸锑石墨静环表面出现气蚀性裂纹。
(1)泵抽空断料或发生气蚀。泵进料为4.4MPa的过热水,经检查,泵的流量、压力没有异常;密封失效炸环始终只是发生在某一端,由此,可确定机封失效不是由于泵抽空或发生严重气蚀所引起的。
(2)封水管堵塞或自封水换热器换热效果不好。在高温热水工况下,如果冷却效果不好,机械密封端面的液膜易产生气化,承载能力降低、液膜减薄,造成密封失效。具体到本泵机封冷却不良的原因,主要是换热器堵塞或不畅。
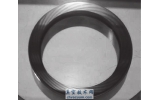
2. 机械密封轴套内部O型圈碳化变质,轴套和轴没有相对运动的痕迹。
机封轴套内部O型圈碳化主要原因为机封厂家选用O型圈材质不正确。三元乙丙橡胶一般使用温度为150℃,性能等级较高的使用温度230℃。而泵身温度为256℃,经分析除了机封轴套O型圈处温度可达到256℃外,其余四处辅助密封圈温度均不超过220℃,故选用性能等较高的三元乙丙橡胶能满足大多工况要求,而机封轴套内O型圈选用三元乙丙橡胶却会造成机封失效泄漏。
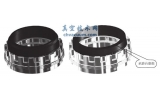
3. 机封轴套内部O型圈老化变质,轴套内有旋转摩擦痕迹,轴套和轴有相对运动痕迹。
轴套胶圈老化原因应该是传动环传动顶丝松脱造成轴套不随轴旋转,轴套、胶圈、轴三者产生相对位移,导致胶圈老化机封失效。其主要原因如下。
(1)传动顶丝紧固不到位。
(2)传动顶丝(304材质)硬度低于轴表面硬度,使顶丝在轴上不能定位,发生打滑。
4. 机封轴套外圆与机封压盖发生严重磨损。
轴套和压盖之间有磨损证明机械密封动静环同轴度不好,增大密封摩擦面积,导致非正常磨损,使密封失效。另外轴套和轴的摩擦会使轴产生不规则的跳动,同样能造成密封面非正常磨损,导致密封失效。
5. 轴承损坏严重,机封轴套外圆与机封压盖发生严重磨损。
轴承损坏基本上是由于轴承安装不当所致。轴承损坏后,机封轴套产生轴向位移,致使压缩量增大,加速了密封磨损导致的密封失效。
二、机械密封失效整改和预防措施
1. 针对合金环炸裂、石墨环裂纹的原因,封水换热器的冷却水应采用纯净水。但工程中大多数都用过滤江水或者经处理的废水作为机封冲洗水。因此每次更换机封时都要对其封水换热器进行拆解清洗。如果在运行中自封水回水超过55℃,应该立即倒泵,对封水换热器的管程和壳程均进行清洗。另外自封水系统管线的最高点应安装排气阀门,在开泵之前将系统里的气体排净,避免造成气阻。
2. 由于是双吸双支撑泵,更换单端机械密封时,另一端必须安装机封定位卡子,并将机封传动顶丝松开,使未更换的一端机封处于自由状态,待更换机封完毕后,两端同时紧固传动顶丝定位,摘掉定位卡子。两端同时更换机械密封更是如此,两端机械密封必须同时定位,保证机械密封弹簧的压缩量。顶丝的紧固应确保可靠。
3. 由于泵的轴承配合有一定的过盈量,因此安装轴承必须热装。推荐使用轴承感应加热器,采用蒸汽加热的方式也可以。但应注意排出蒸汽凝液,并加油置换轴承箱内无法擦拭的蒸汽凝液。在新装配的轴承运行满200h后,需要再次换油,以保证密封的使用寿命。
4. 提高安装精度,保证机封轴套同压盖之间的同轴度要求。轴径分别为20~40mm、50~80mm、80~120mm时,机械密封轴与密封腔的垂直度允差值分别为0.05mm、0.06~0.07mm、0.08mm,机械密封的同轴度偏差≤0.02~0.25mm。轴径16~50mm时,轴的径向跳动偏差≤0.04mm;轴径50~120mm时,径向跳动偏差≤0.05mm。轴向窜动量不大于0.05mm;轴的表面粗糙度不得低于3.2。轴凸肩过渡部分以及机封压盖与泵壳接触处均应圆滑过渡,避免伤及辅助密封圈。
5. 解决集装式机械密封内部非金属辅助密封圈出现碳化变质,首先更换机械密封轴套内部O型圈材质,选用性能等级较高的Kalrez全氟橡胶,耐温能达275℃;其次更换密封压盖和泵壳密封圈为缠绕垫片、机械密封中面及静环辅助密封圈为聚四氟乙烯。改后运行1年未发现机封泄露。
6. 处理机械密封传动顶丝的失效问题。已知轴的材质为17-4PH,是由铜、铌/钶构成的沉淀、硬化、马氏体不锈钢,其硬度为38HRC。更换顶丝材质为45#钢,淬火处理,硬度40HRC。