石化阀门用防爆O形圈RGD检测治具设计
概述了RGD 检测技术与现状。结合高温高压易燃石化苛刻工况与RGD 防爆检测要求,从RGD 治具容器、壳体壁厚、容积、防爆O 形圈的安装配合以及O 形圈沟槽的设计与计算等方面进行深入研究, 解决了RGD 治具试样O 形圈预压缩率难以控制、RGD 检测准确性不足甚至失效以及RGD 试验过程中试验介质无法充分渗入O 形圈以与O 形圈爆破失效后的泄漏危险等难题, 顺利设计开发了防爆O 形圈RGD 检测治具。
引言
近年来, 石化阀门的用量占阀门总用量的比例超过50%, 石油化工天然气工业阀门中防爆O 形圈产品及检测技术与评价手段问题更加凸显。如:API 6D《石油与天然气工业管道输送系统管道阀门》[1] 中规定:高压阀门(10MPa)及以上用于碳氢化合物气体的阀门,其O 形圈应选择防爆O 形圈。美国Total 公司通用技术规范“管道阀门”规定:除Class A(即介质为水、空气、氮气、液态油,温度为室温至75℃,用于灌水等工况)外的其他等级必须通过RGD(Rapid Gas Decompression)检测。国内石化及天然气高压阀门采用的防爆O 形圈基本来自进口, 其价格是国内同类产品的数十倍甚至百倍。其主要原因在于缺乏防爆O 形圈产品质量反馈手段(即RGD 检测技术)以及相应的检测标准技术规范体系(方法),从而无法解决对频频发生的石油化工管道阀门密封件(O 形圈)高温高压碳氢化合物工况失效引起的贸易技术难题, 不能有效评价该工况阀门产品质量与持续改进。
RGD 检测是指承压设备内部快速压力降低导致渗入弹性材料(如O 形圈)的介质膨胀以致爆破的检验方法。其前提是承压设备内部的压力降低速率必须大于渗入弹性材料内部的介质的扩散速率。其主要用于评价防爆O 形圈在高压高温易燃腐蚀性介质工况下抵抗快速泄压爆破失效与密封泄漏性能。而RGD 检测的核心部件和关键难点之一是RGD 治具的设计与实现。
1、问题描述
随着国内外大型石化工程的建设与实施, 防爆O形圈在石油化工天然气阀门中得到广泛应用,RGD 检测技术在国外也逐步得到认可和推广。从国内外的文献检索中, 发现对O 形圈的研究主要侧重于O 形圈结构参数[5-7](如沟槽设计、压缩率、变形等)的设计与失效分析, 而对高压易燃石化工况下防爆O 形圈内部气体介质快速泄压导致的爆破失效(即RGD 性能)与RGD检测治具研究与报道较少。
国内对RGD 检测技术的认识起步较晚, 主要是近几年随着国外石油天然气管道阀门需求量逐年增加,高压阀门防爆O 形圈的使用已列入该产品的一项重要指标被提出,RGD 检测也列入该类产品必检项目之一。自此, 国内外部分阀门与密封件生产商联合对RGD 治具的设计做了初步研究,并制备了RGD 检测设备,但由于国内外无RGD 检测与设计标准,缺乏RGD 检测、设备设计与RGD 失效分析方法的指导等原因。整体上,RGD治具的设计开发的难点与突出问题可归纳如下:
(1)RGD 治具上O 形圈沟槽设计配合过程中的受挤压、剪切、配合精度不足等[8,9]引起的失效明显,使O形圈预压缩率难以控制及准确性不足, 无法满足高温高压易燃介质试验过程对试样(防爆O 形圈)的环向均匀渗透,难以达到RGD 检测结果的准确性、预压缩率准确控制要求。
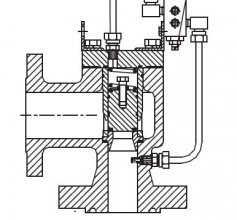
(2)石化阀门上用防爆O 形圈多为承受内压,而国内现有设计的RGD 治具为了便于安装多数采取外压式且沟槽内径大于O 形圈内径使O 形圈产生伸长变形, 当进行RGD 检测时在内部高温高压介质作用下,易产生径向膨胀或局部剪切变形,导致RGD 检测结果误差大或直接失效。
(3)O 形圈治具容器与治具密封板多采用以试样(防爆O 形圈为密封件)组成平板单一密封,其易产生当试样O 形圈爆破后治具容器与治具密封板之间的高温高压气泄漏危险;同时,密封面上只能一次安装一个O 形圈进行试验,完成RGD 检测(5 个循环,一个循环约48h,一组3 个O 形圈)周期长、成本高。
2、RGD 治具设计
2.1、RGD 检测与治具设计通用要求
考虑RGD 检测试验条件与设备设计与安全,将石化阀门用防爆O 形圈RGD 检测参数与RGD 治具设计通用要求如下:
(1)试验介质:CH4与CO2不同配比的气体混合物;
(2)试验压力:≤30MPa,误差为±0.2MPa;
(3)试验温度:≤200℃,误差为±2℃;
(4)RGD 治具O 形圈预压缩率:≤13.7%;
(5)RGD 治具容器容积:≥3L;
(6)RGD 治具O 形圈配合面粗糙度Ra<0.5μm,沟槽表面粗糙度Ra<2μm;
(7)在RGD 试验有效与压力安全前提下,O 形圈密封副之间应留有一定间隙,确保RGD 试验过程气体介质充分渗入试样(O 形圈);
(8)RGD 治具应具有一定强度、刚性和耐腐蚀性,能承受高温高压易燃腐蚀性气体介质的循环疲劳试验(5 个循环,第一个循环78h,其余循环均为48h);
(9)RGD 试验过程,若试样O 形圈爆破失效后,RGD治具应能保证密封,避免高压高温易燃气体泄漏危险。
4、结论
本文所述RGD 治具已顺利用于防爆O 型圈RGD检测过程,其将助推RGD 检测技术在石化领域的进一步应用以及RGD 检测标准化进程,为防爆O 形圈在高温高压易燃介质工况的应用提供检测依据,为RGD 检测技术在高温高压石化领域用O 形圈泄漏与安全性能评定,弥补了弹性材料拉伸、硬度等常规测试的不足。其将有助于指导高温高压碳氢化合物工况弹性材料(O形圈)的选择与产品质量改进,也将有助于解决出口石油化工管道阀门密封件的技术性贸易难题, 以期助推防爆O 形圈产品的国产化。