高炉下密封阀轴头密封的改进
不休风对高炉下密阀驱动轴轴头密封进行处理,在原密封的基础上,另加装一对半圆附加压盖加硅胶圈的方式进行密封,并用螺栓压紧压盖,使润滑脂充满密封腔,密封圈膨胀,密封唇和轴颈贴合更好,密封效果良好。
现状
炼铁厂7# 高炉炉顶下密阀驱动轴轴头密封多次发生煤气吹损现象,极易造成高炉休风。由于下密阀的密封工况恶劣,长期处于高温、高压煤气、粉尘的环境中,往复转动摩擦,密封圈容易磨损、老化,而且维修空间狭小。常规检修更换整套密封需要高炉休风4 小时,给高炉生产造成较大的经济损失。经过技术人员分析讨论,决定对下密轴头跑煤气进行不休风处理。
1、改进原理
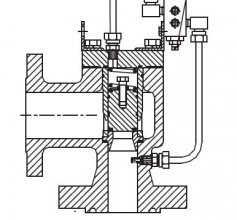
下密封阀轴头密封结构如图1 所示, 由壳体、压盖、组合密封圈、支撑环组成。由于密封圈磨损、老化造成密封唇边和轴间隙增大而失效。如果不休风直接拆卸压盖,炉内高温、高压煤气就会将旧密封吹出,新密封圈也无法安装。于是我们决定在原密封的基础上,另加装一对半圆附加压盖加硅胶圈的方式进行密封。
2、具体实施步骤
(1)如图1 加工两个半圆型附加压盖7 合在一起,其内径比轴的直径大1mm,并把附加压盖内侧加工8×8 的倒角;

1-压盖2-支撑环3-轴4-组合密封圈5-跑煤气处6-硅胶圈7-附加压盖
图1 轴头煤气密封改造原理图
(2)准备好施工工具和φ10mm 硅胶圈等材料,戴好呼吸机把原密封压板上的4 条M10×30 螺栓先卸下紧临的两条;
(3)把直径为10mm 的硅胶条单根绕在轴上贴紧,然后用加工好的一个半圆压板倒角向里压住并换装成M10×50 的螺栓压紧;
(4)把另外两条M10×30 螺栓卸下,把硅胶条接头切成45°斜面粘牢,形成一个硅胶圈;
(5)把另一个加工好的半圆压板倒角向里扣在轴上压住硅胶圈,用M10×50 的螺栓压紧;
(6)压入润滑脂。使润滑脂充满密封腔,密封圈膨胀,密封唇和轴颈贴合更好,密封效果良好。