����CTI400�����ù��Ϸ����о�
��������ͨ������CTI 400 ����������ԭ���������Ĺ����������Щ���Ͽ��ܴ��ڵ�ԭ��Ϊ�����Щ���������ṩ������ָ����
����������ռ����ķ�չ������������շ����Ӧ��Խ��Խ�㷺����������ʹ�ù����бȽϽྻ�������ȶ����ڰ뵼�塢̫��������ȷ�������������ƣ��������Щ�����������������Ϊ��շ���װ�ã����������������ⷽ��ȱ��רҵ��֪ʶ���㱸���������õ�ά��ά��һ��ֻ���ڿ����˾�İ��´���������רҵά��˾���������ص�ά�������۸�dz�����������CTI 400 ������Ϊ�����������ճ�������������һ������һ�¡�
1�������õĽṹԭ��
����CTI 400 �������ֽ����±�����á�һ�����������CTI 9600��ѹ�������ʹ�ã���Ϊһ�������Ľṹ��Ԫ�������ⲿ��ȴѭ��ˮʵ���Ƚ�����CTI 400 ��õĺ��IJ�������80K ���塢15K ���塢15K�������������ּ���������������ɡ������������������������������ͷ���������������������������ѹ�����������²��������¶�����������һ���������Ͷ������������������䲿λ������¶��Dz�һ���ġ�һ��������ͨ���¶ȷ�Χ��80K ���ң�����Ҫ������������ȴ�����ֺ����壬�����ֵ���Ҫ�����Ƿ�ֹ�Ƚ�����������Ҫ�������������ǻ���ڵ�ˮ����N2��O2 �����弰���ʣ��������������¶�ͨ����10K��20K ֮�䣬һ�������Ϊ10K���¶ȳ���15Kʱ�����õij����½�������Ҫ��������ȴ��������15K ���壬��Ϊ����������N2��O2����ǻ���ڲ���û�б���������������������Ne��H2��He �����岻�ܱ����������ڹ�ı����ϣ�������Ҫ����һ����������������Щ���壬������̿���ֲ��Ͼ�����������ǿ���ϴ����������������һ���̿�������º������ͷ����������壬�ﵽ���������������˱�ѡ��Ϊ��õ��������ϡ���Ȼ����̿����������ǿ�����ܻ��б��͵�ʱ����������Ҫ����������
2�������Ĺ��ϼ�����
���������ʹ�ù���������ʱ������ӣ������������̳��֡������������У���ͷ����“���ꡢ����”���쳣����������¶ȴﲻ�������Ĺ����¶�10K����ó�����ٶ�����
����2.1����ͷ�����쳣�����Ĵ�������������������������ʹ��һ��ʱ�����֣���Ҫԭ������ͷ�����ܵ���Ⱦ����Ϊ�����������ͷ��λ������������ʣ����й��������������ǿ������о��Ƚ����ʡ�������“����”�쳣������˵����ͷ���溬��ˮ���������ȣ��ڽϵ��¶��½������Ħ�����¡��������������ʱ�����Ȳ鿴��ù���������������������������˺ܳ���ʱ�䣬һ����˵ͨ������ý������������������ֹ��ϣ�������Ҫ����ͷ����ά����
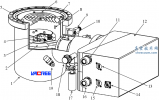
��������ͷ����ά��ʱ��Ϊ�˷�ֹѹ�����ĺ������ܵ���Ⱦ��ѹ�����ͣ�������Ҫ�������ѹ�������ӵĺ����ܵ���Ȼ����ܶ�������������ࡣ���ʱ���ȶԺ��������ͷţ��ɶ��ݶ���ȡ����ͷ����ͼ1 ʾ����ͼ1 �п��Կ�����һ��������ͷ�����������ܵ������ص���Ⱦ�������Ҫ�þƾ���������ͷ�Ȳ�λ����ȫ���������Ȼ����ں����ɣ��Է��������ƾ��е�ˮ��������ͷӰ��ά��Ч����Ϊ�˱�֤ά�����Ч��������Ҫ����ͷ�еĻ��������в鿴�ͷ����������Ϊ���ǵ�״̬��Ӱ������ʹ��Ч����Ӧ������������Ҫ���и�������ͷ���¶�����200 ��ȣ���ͷ�ڵ��κ����ʶ������۳ɹ�̬������Ӱ����ͷ�Ĺ���״̬�����������̶������������Ҫʹ����ֽ�;ƾ������������ڸ����������࣬���������κο��ܴ���Ӱ����ͷ����״̬�����ʣ�ͬʱ��Ҫ����ǻ���ڵ����״̬�Ƿ�ɼ���ʹ�á�

ͼ1 ��������е���ͷ
������ͷ�İ�װ��Ҫ�ھ�������ϸߵĻ����½��У�������ѱ�֤��ͷ�����Ч�����ڶ���ͷ��ࡢ��װ�ȹ��������У�����������������ڵĿ�����ˮ�������ʵȣ������Ҫ�����ᴿ���������ᴿҪ��ר�ù��߲��ܽ��У�����ﲻ��Ԥ��Ч�������dz��õ��ᴿ���������֣��ٳ���շ�����������ձö������գ�Ȼ�����ߴ��������������μ��ɴﵽ�ᴿ��Ŀ�ģ���������������������������ڹ���״̬�£�����ý����ڳ���ߴ����������������ŷų�����������ת������Ӽ��ɴﵽ�ᴿĿ�ġ�
���������ͨ�������ܵ���ѹ����ֱ������������Ĵ���Ⱦ������ѹ������Ϊ�˱�֤������õĺ����Ǵ����ģ���ѹ���������ĺ���������һ������Ͱ���й��ˣ�����ͷ����ʱ��˵������Ͱ����ʧЧ�Ŀ��ܣ���ʱ����Ҫ�鿴��Ͷ��ʹ�õ����ڣ����ʹ��ʱ��ϳ���Ҫ���Ǹ�����һ����˵����ʹ������Ϊ2��3 �ꡣ
����2.2����ôﲻ�������¶�10K �����������ʱ���¶�Ϊ10K������ﲻ�������ֵ����˵����á�ѹ�����������⣬���������ճ����飬���ܳ�������ĵط��У�
����2.2.1��ѹ������He ѹ������ѹ��������������ת�����ڸ���ͷ֮����ɶ������²��ֺ���й©��ͬʱ�����ڶ���á�ѹ��������ά��ʱ��ж�ܵ����µĺ�����ʧ���������ѹ���½������ǿ��Բ鿴ѹ��������ѹ������һ������£��ھ�̬ʱѹ�����ĺ���ѹ��Ϊ245psi ���ң���̬ʱ��Χ��60��100psi ֮�䣬���ѹ������ָ��������������ֵ��Χ�ڲ�������Ϊ������������Ҫ���交����Ϊ�˱��⺤����й©��ѹ��������������Ӱ�죬Ӧ�����He ��·����Ƶ����װ��He ѹ���ļ�顣
����2.2.2��ѹ������ȴˮ���¶Ⱥ����������ȴˮ���¶Ƚϸߣ�������С�����ܶ�ѹ����������������Ч���ߡ�����ͨ��ѹ������ȴˮ�����Ʋ鿴��ȴˮ��������ǰ����ز鿴��ȴˮ���¶ȣ���ȴˮ���¶�һ����15�棬���ڴ�ֵʱ����Ҫ�����ṩ֧�֡������ǹ����������ѹ������ˮ�ܵĶ����ǵ�������¶ȴﲻ��10K ����Ҫԭ��֮һ��
����2.2.3������Ͱ״̬��ѹ����������He ��Ҫ��������Ͱ���й��ˣ�����ֹHe �����ʼ���Ⱦ���������������У�ʹ��ʱ�䳤��He �ͻ����������������ʱ������¶ȿ���ѹ��20K ���ң��ضȶ���ʱ����¶�ֻ��ѹ��100K ���ң������߽�����ѹ��������������һ����˵����ʹ������2��3 �꣬���Ҫ�ƶ����ڵ�ά���ƻ�������������Ͱ���������״̬�
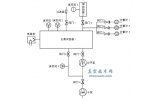
����2.2.4���ܷ�Ԫ����״̬��õ������ǿ�He ����������ʵ�ֵģ���˸����ܷ����״̬���Ե���Ϊ��Ҫ�������ճ�ά���ľ���֪����ͼ2 �б��Ϊ�١��ᡢ݁ݏӞ�����ܷ��������¶Ⱥ���ճ��ٵ�Ӱ�����ԣ����б��Ϊ݁ݏӞ���ܷ��ֱ��Ӱ���������¶ȣ������ܵ���ʱ���������¶�ֻ�ܵ�20K���١����ܷ��һ���Dz����ܵ���ֻ�dz�ʱ�����к�Ч���������Ҫ���ڽ���ά�������Ա㱣֤���״̬��
����2.3����ó�����ٶ����ж�
������ù���״̬��Ҫ�����У������¶ȡ�������ա���ó��ٵȡ������ճ���������������ԭ�����Ϊѹ��������û��߶������������ڶ���������������ȷ�ϵģ�ֻҪ�����ṩ����ȴѭ��ˮ�¶ȡ���������Ҫ���������û�����⡣����ѹ������ά����ʵ���������ܹ�ά����Ҳ��������Ͱ������He �IJ��估�ᴿ��ֻҪ������������ѹ����������������������ġ�
��������ñ����ṹ����Ӱ����ٵ������ͽ϶��ˣ����dz�����ԭ����Ҫ�����¼��㣺
����1)15K ��������ʹ��ʱ����ˣ�����������������Ҫ���и�����������������һ����˵���������������Ƚϸɾ������¹���������ʹ���������Դﵽ3 �꣬�����ϲ����������ʹ��������1 �����ң���˶����ļ�������Ҫ���ü�¼��ά����
����2)15K��80K ������汣�����ƻ�������������ı����㱻�ƻ���������ˮ����������Ӱ�����Ч����
����3)�������������������кܶ�Ԫ��Ӱ����ó��٣���ͼ2 �еĢ١��ᡢ݁ݏӞ���ܷ����ȻӰ����õ��¶ȣ�������õ��¶�ֱ�Ӿ�������ó��٣�������ǵ�״̬�û�Ӱ������õij��٣����Ϊ�ۡ���������ͷӰ��������������ʹ����������Ȼ���Ƕ�����¶�û���κ�Ӱ�죬�������������ͷ�е���һ��״̬���ö������³������������������ÿ��������ʹ�õ�ʱ����̣ܶ��е�ֻ��ʮ��¯��ʹ����������Ҫ������������˶����ǵı����Ͷ��ڼ����ʮ�ֱ�Ҫ�ġ�

ͼ2 CTI 400 �������
3���ܽ�
�������Ľ�����CTI 400 �������õĽṹԭ�������������г����Ĺ��ϣ�����ͷ�����쳣�����������¶�ѹ����10K �ȣ�������Щ���ϲ�����ԭ����з������ܽᣬΪ����������������ϵͳ���������ά��ά���ṩʵ�ʵIJ���ָ����