提高汽轮机真空系统密封性的措施
针对汽轮机组真空系统泄漏原因分析上述造成真空严密性差的因素,在大修中采取了以下对策:
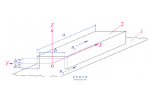
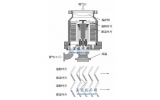
(1) 改进低压防爆门的结构.改造后防爆门结构如图1(b)所示1法兰内侧采用增强石墨垫密封,外侧采用石棉纸板垫,内侧法兰采用高低阶密封.在大修中更换2mm厚的高压纸板膜片,组装时,在各接合面处涂抹HZ-1213耐油硅酮密封胶, 确保各接合面的严密性.
(2) 在大修中对轴封间隙进行调整,通过滚胶布的方法,将间隙调整至0.35~0.45mm,同时在机组运行中,在保证润滑油中不进水的前提下,尽可能提高轴封汽压力.
(3) 针对低压进汽处和低压缸中段与1、2号低压缸结合部脱空值较大的问题,经研究决定将1、2号低压上缸与低压缸中段重新组合.组合过程中,更换了垂直结合面密封涂料,采用红丹粉20%~25%,细度200目的还原铁粉25%~30%,细黑铅粉50%按重量比加以美国西屋生产的TR3型汽缸密封脂调制,低压缸中段亦采用该涂料;对于低压缸中段与1、2号低压缸结合部的水平中分面,采用先涂抹0.50~1.0mm厚度该涂料,再在涂料层上加乐泰596 密封胶的密封方法;排汽缸采用乐泰596 密封胶密封.
(4) 对于凝汽器喉部以下的真空系统,采用灌水查漏的方法消除漏点.
效果检查
大修后,对表2所列部位进行了检查,检查结果如表3:
表3 #5机组大修后氦气检漏统计表
负荷:160MW 真空:-95.65 KPa 低压轴封压力0.03MPa 2004 年6 月1 日
从表3可以看出,低压防爆门和低压缸水平结合面经过大修后无渗漏点,但低压轴封仍存在微量和中等程度的泄漏1这和其他三台机组的情况一样.修前、修后5#机真空严密性试验结果的对比分析见表4:
表4 真空严密性试验对比表(Kpa/min)

由表4可见,修后#5 机组真空系统严密性较修前有了较大程度的提高.这证明我们提出的真空系统漏空原因及所采取的对策是合理的.
相关内容: