循环液氩泵电流过载保护停车分析与处理
1、循环液氩泵简介
2006年12月23日, 2#23500m3/h空分设备顺利投产出氧, 随后提前出氩, 氩产量达到870m3/h 。制氩系统配备了两台国外进口的循环液氩泵,其设计参数见表1 。

2 、1#循环液氩泵运行情况
正常生产时, 两台循环液氩泵1用1备, 要求每班点检时坚持对备用泵盘车。2007年10月1日,1#液氩泵备用期间, 操作人员对其进行盘车,感觉1#液氩泵运转不灵活。钳工处理后可以盘动,但相比其他液氩泵运转圈数少。
12月17日14∶10, 2#液氩泵正常切换至1#液氩泵运行, 调节转速为4500r/min, 电流29A。运行30小时后, 12月18日22∶40,1#液氩泵出现自动停运现象。就地检查控制面板, 无报警信息。
23∶12,1#液氩泵再次启动后又自动停运。为了保证空分设备正常生产, 切换到2 # 液氩泵运行。报警信息为: 电机联锁停车; 电流过载跳闸。根据显示信息, 初步分析造成电流过载的原因为外部阻力大, 即: 轴承损坏; 潮湿空气进入, 结冰后增大了摩擦。
3 、故障原因分析
12月19日08∶00,检查液氩泵,因盘车卡滞,先对液氩泵进行加温, 再联系电气、机修人员对其进行初步检查和原因分析。因属于进口设备且在保修期内, 于是决定联络生产厂家进行维修。另外,准备好维修所需要的备件。
12月20日,打开循环液氩泵接线盒,发现线盒内水汽大,接线端子相间绝缘处有水存在, 对地绝缘值为零。把电机星点打开进一步测量各绕组绝缘值,均为零,测量三相绕组直流电阻,基本平衡。根据检测情况,用仪表干燥气源进行干燥处理, 并吹扫24 小时。
12月21日,测量绝缘值,仍为零, 将接线盒、接线端子和电机风口盖板拆除, 把气源管直接插入电机进行干燥处理。处理后再测量绝缘值,上升为011MΩ,继续用干燥气吹扫。初步分析认为绝缘效果不好造成短路, 致使电流过载从而造成1#液氩泵停运。
4 、处理措施
411 电机短路
使用焊机加热和吹干燥气处理后, 绝缘恢复正常, 随后投入运行。
412 液氩泵盘车卡滞
(1) 准备好轴承备件(63092Z/C3和62102Z/C3)和润滑油脂。
(2) 联络生产调度; 切断电源和泵进出口; 扒卸小保冷箱的珠光砂。
(3) 电气、机修根据步骤拆装。
(4) 检查轴承, 根据情况加润滑脂或更换轴承。清洗进口过滤器后回装, 再查漏。
(5) 小保冷箱回装珠光砂。
(6) 液氩泵调试正常后投运。
5 循环液氩泵更换轴承
2008年1月4日09∶45,1#液氩泵再次停运,报警信息为: 电机联锁停车; 电压过载跳闸。1月7日, 根据更换轴承维修计划作业,拆检液氩泵,发现里面有锈蚀现象,分析认为与进入水有关。
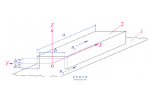
循环液氩泵拆装方法: ①拆除电机及冷却风机线, 电机地脚螺栓; ②拆除仪表管件; ③从法兰处拆除涡轮泵进、出口管道; ④拆除小保冷箱上液氩泵固定螺栓; ⑤做好吊装工作, 将液氩泵整体吊出, 运回维修车间; ⑥拆除泵体涡壳; ⑦拆除泵体叶轮(去定位销钉、螺帽和垫片等) , 取出叶轮;⑧拆除迷宫气封室并取出, 松开挡液环; ⑨由支架上拆开电机固定螺栓, 退出电机; ⑩测量轴套式联轴器底边与电机端盖间隙, 并记录; lv取出轴套定位销管; lw对轴套外圈迅速均匀加温, 进行热拆后退出; lx拆除电机内端盖螺丝(负载及非负载端各两条) ; ly拆除外端盖固定丝杆, 打开电机; lz抽出转子, 做好防碰、划伤定子线圈措施; l{拆除驱动端损坏的轴承63092Z/C3 , 方法为电动切割拆除(轴上套有定位卡簧) , 实际为敲击下来; l|拆除非驱动端轴承62102Z/C3 ; l}轴承安装为热装,实际为敲击上去; l~安装顺序与拆卸顺序相反(拆卸时做好方位标记, 回装时按标记操作) 。
6 投运效果
2008 年1 月8 日, 循环液氩泵回装完毕后投入使用。1 月9 日, 循环液氩泵运行正常, 循环液氩泵故障处理成功。
相关文章: