磁力传动泵的故障分析及处理措施
1.磁力泵推力轴承快速磨损
(1)原因分析
吹出苯原料泵,型号50CQ-40 磁力泵,流量220L/min,扬程40m,配置电机功率4kW/台。泵运行一段时间后,后轴承发生严重磨损,后止推轴承碎裂,叶轮叶片与泵体前盖、泵体组件都发生磨损。
叶轮和止推轴承磨损方向一致,均表现为叶轮向进口端窜给,轴向不平衡明显。将原来叶轮平衡孔扩大,组装后没有任何效果。再次拆检,前端止推轴承磨损深度约2~3mm,将止推轴承材料改为1Cr13 后,仍未解决问题。
综合分析认为,当泵内轴承与推力盘两侧介质压差较小时,介质润滑的流速缓慢,甚至不能流动,这样,相互摩擦产生热量不易带走,致使介质汽化加剧,产生干磨,导致止推轴承失效。因此,止推轴承的磨损是导致磁力泵推力轴承快速磨损的主要原因。
(2)处理措施
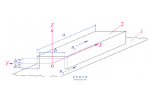
增加支撑轴承和止推轴承的润滑。50CQ-40 型磁力泵采用轴向力自动平衡装置,但是,如果前端轴承和止推轴承润滑不良,则自冲洗冷却效果不好,苯类介质汽化干摩擦,必然会导致轴承和止推轴承的快速磨损。经计算,介质流动的沿程阻力损以及压力分布,在前端止推轴承和支撑轴承处压差<0.1MPa,因此,增加该处的润滑,就成为解决故障的关键。增大叶轮的背叶间隙1mm,以便降低轴向不平衡力。
在前、后端支撑石墨轴承配合面,各增加4 个直槽,深度约3~4mm,宽度和端面槽宽相等,加深端面槽,以提高介质流动效果。
堵掉两个支撑石墨轴承之间的介质润滑孔,迫使冷却润滑液从轴承内壁经过,避免产生干摩擦,通过强制流动,提高润滑效果。
2.磁力泵振动大
65CQ-35 磁力泵,流量450L/min,扬程35m,配套电机功率7.5kW/台。该泵从开始使用一直伴有杂音,振动较大。
(1)原因分析
解体检查内部组件,没有发现存在摩擦和转子弯曲等缺陷,核对该泵的装配间隙,全部在标准范围。仅发现原来约5mm(石墨缠绕垫) 的大盖密封垫在紧固压缩后的厚度只有3.5mm,因此,判断可能由于密封垫较厚,在紧固过程中压缩不均致使结合面倾斜而产生了不同心的偏差。
另外,对管线的支撑和振动进行检查测量,发现该泵管线相对于磁力泵显得较为粗大,进口管段支撑不良。由此推断管路振动也是导致泵体振动的原因之一。
(2)处理措施
增加进口管段和出口管段的刚性支撑。现场测量泵的基础以及泵体和进出口管线振动状况,发现管路振动明显,振速16mm/s,。由于进、出口管线已经安装完毕,只能尽量增加进出口管段的刚性支撑,减少管段对泵体的影响。改进后振速<5mm/s。用4mm 厚的铝垫片代替原来的缠绕垫片,并调整叶轮的轴向间隙。开泵后,振动值下降,噪声减小。