大型水泵机组大修与大修周期分析
1、大型水泵机组合理大修的重要性
水泵机组检修是大型水泵站生产管理的一项重要工作。机组检修分为抢修、小修和大修。抢修是对在紧张运行阶段出现事故或故障的机组停机检修,在尽量短的时间内恢复运行状态;小修是对机组个别易磨、易损零部件进行检修处理,无需全部或大部拆开机组;大修是对机组运行一定年限后,全部解体、全面检查、修理、更换、调试、重新安装机组,又称周期性大修。一台机组前后两次大修间隔时间称大修周期。几种机组检修中,大修所需费用、人力、物力最多,延续时闻最长,对机组质量影响最大。一台大机组大修一次需经费2—4万元左右,人员15—30人,时间20~50天。
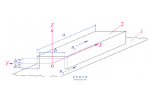
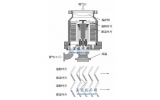
机组结构如图1。大修周期如太短,大修颡繁,不需修的也修,不但会造成人力、物力和财力浪费,而且机组部件的精密配合面,如电机推力头与轴颈、电机轴与水泵联轴器精制螺栓与铰制孔等,会因频繁拆装而受损。频繁的机组大修,增加了大修工作量,影响泵站其它工作的进行,大修赶进度对检修和安装质量也不利。相反,大修周期太长,某些关键部件已出现隐患,或事故征兆,需修不修,会造成故障影响范围扩大,增加以后的大修费用及运行事故的发生。紧张运行阶段发生事l故后,需在其它机组运行的 隋况下对事故机组抢修,由于环境差、人力紧、时间短等诸多不利因素,抢修质量很难得到保证,有些抢修机组往往由于抢修、安装质量差而连续发生事故,甚至一年抢修三次,造成很大浪费.影响设备完好率和功能的充分发挥。

图1 .轴流泵机组结构图
1.上机架 2.推力轴承 3.转子 4.定子 5.风道 6.联轴嚣 7.泵轴填料密封 8.出水流道 9.水票导轴承 10 导叶体 11.叶转 12.叶转外壳 13.进水流道
综上所述,合理确定机组的大修周期极为重要,如何做到既节省大修费用,又能保证机组质量,减少事故发生,使大修恰到好处值得研究。
2、影响大型水泵机组大修周期的因素分析
影响机组大修周期的主要因素是关键部件磨损、损坏和电机污垢积聚速度。问接因素是有关部件的结构型式、材质、安装质量、工作环境、水泵运行工况和泵站管理水平等。目前国内大泵机组以立式为主,以下均以其为对象分析。
大泵机组许多问题,如电动机油缸润滑油油质变差、水泵填料密封漏水量大、水泵油润精导轴承水密封装置磨损、全调节水泵叶片与轮毂之阔的橡皮密封漏油进水等,都可以小修处理更换,无需将机组全部拆开,工作量不大。虽然也可利用大修机会处理,但对大修周期不起控制作用。水泵接力器和轮毂内叶片调节机构可靠性高、耐久性好,一般无需专门大修,而是利用大修机会检查处理。而水泵轴承与轴颈磨损、严重的水泵汽蚀和电机污垢积聚都需拆开机组大修处理,影响大修周期。
2.1、水泵导轴承磨损
水泵导轴承承受叶轮及泵轴径向不平衡力,有巴氏合金轴承和非金属轴承两大类,后者采用水润滑,结构简单,工作可靠,但耐磨性差;前者耐磨性好,但结构复杂,油自循环系统和下面的水封装置常发生故障而损坏轴承,影响可靠性,有被非金属水润滑轴承替代的趋势。采用非金属轴承的水泵运行一段时间后,轴承和轴颈磨损,轴承径向间隙增大,主轴和叶轮动摆度增大,径向间隙增大到一定值必须大修处理,否则,叶轮、泵轴横向振动厉害,进一步会造成叶片碰壳。处理方法是喷镀轴颈,车圆或更换轴承。
水泵非金属轴承磨损速度与轴承材料、润滑形式、结构及制造安装质量有关。叶轮直径2 m以下的水泵轴承材料采用橡胶或聚胺酯。橡胶轴承采用河水润滑,在河水舍沙量较少的长江中下游地区,运行12000—15000小时,轴承磨损2 m 左右。而在河水含沙量较多的黄河地区.运行200小时轴承磨损就达4mm左右而发生叶片碰壳。聚胺酯轴承采用舍沙量较少的河水润滑,运行20000—30000小时仍可继续使用。上述两种非金属轴承采用清水润滑,可延长检修周期和使用寿命:河水舍沙量多时效果尤其明显,但要求清水压力大于泵体内河水压力.结构密封可靠,保证河水中沙粒不进入轴承与轴颈之问。叶轮直径2 m及以上的水泵可采用P23塑料轴承,采用密封可靠的清水润滑,运行15年,运行时数达50000小时大修检查,轴承磨损仅1 mm。水泵轴承磨损后的双边间隙宜控制在设计叶片双边间隙的0.6倍以内,超过该值时应考虑大修处理。机组安装时,减小轴线摆度,提高固定部件的垂直同心度,有利于减缓水泵导轴承的磨损。
2.2、水泵汽蚀
水泵汽蚀有翼型汽蚀和间隙汽蚀两类。汽蚀破坏过程分四个阶段:表面发毛、出现针状小孔、小孔发展成蜂窝状凹坑、穿孔或掉边。汽蚀会增大叶片间隙,严重影响叶片的机械性能和水力性能,当发展到第三阶段破坏深度超过3—4mm时,必须进行大修处理。通常处理方法是先清理汽蚀表面,叶片用不锈钢堆焊,手提砂轮机打磨,叶轮外壳用环氧树脂补焊。水泵汽蚀发展速度与水泵汽蚀性能、汽蚀部件材料抗汽蚀性能、泵运行工况、进水流态及河水泥沙含量有关。水泵汽蚀性能与进水流态对汽蚀影响最大。泵站前池水位低,水泵淹役深度小,河水泥沙多,泥沙磨损与汽蚀相互作用、恶性循环,都会加快水泵汽蚀的发展。不锈钢抗汽蚀性能优于普通碳钢,水泵叶片和叶轮外壳采用不锈钢可以延长汽蚀修补周期和大修周期。
2.3、水泵的电机污垢积聚
电机运行时,油缸中润滑油温度升高,搅动产生油雾,通风使油雾吸附空气中的灰尘粘附在定子、转子铁芯及绕组表面、通风槽内,形成污垢,很难吹除,影响通风散热效果。污垢积. 聚到一定程度需要利用大修机会拆开电机,用钢丝刷和煤油清洗,清洗工作量很大,清洗干燥后喷漆、烘干。
电机污垢主要是运行通风积聚起来的,积聚速度与电机通风方式有关。空气白拎开敞式通风和风机吹风风道通风会将空气中的大量灰尘带人电机,对进风过滤可以减少灰尘进人电机。采用空气冷却器冷却的全封闭风道通风及提高油缸盖密封性能,可以大大减少电机污垢积聚。
3、大型水泵机组大修周期的确定
确定水泵机组大修周期的原则是:加强监测、综合考虑、该惨必修、修必修好。
影响机组大修周期主要因素都与运行有关。在其它条件确定的情况下,大修周期应主要按运行时数确定。但对菜一具体泵站,数年年均运行时数基本不变,则大修周期也可按日历时间与运行时数的对应关系用日历时间表示。结构性能、运行条件相同的机组,大修周期的运行时数相同,而年均运行时数少的机组大修周期的日历时间长。
加强对水泵导轴承磨损和水泵汽蚀监测.测量泵轴动摆度。动摆度增大,泵轴填料密封漏水严重,说明水泵轴承径向间隙困磨损而增大,超过规定值时应考虑进行大修。在时轮外壳外仔细查听有无叶片碰壳的撞击声,一旦叶片碰壳应立即停机,以免事故扩大。定期通过叶轮外壳透明观察窗或从进入孔进人流道至水泵叶轮处观测检查水泵汽蚀情况,作好记录,当发展到严重的蜂窝状时,应考虑大掺处理。机组大修周期应根据监测结果、运行经验,参照其它同类泵站机组综合确定。为便于计划安排.同一泵站机组大修周期和时间应相对固定,并可根据具体情况的改变作相应的调整。大修宜安排在不抽水或抽水少的季节。遇特殊情况,如未到大修周期的机组出现异常情况,需提前大修,而已到大修周期的机组状态良好,则可对出现异常的机组提前大修,而将已到大修周期的机组大修推迟到下一年度。考虑到电机污垢积聚、绝缘老化、关键部件更新等因素,机组大修周期最长不宜超过l5年。一般,水泵轴承磨损严重或水泵汽蚀严重时,.大修周期可定为4—7年.不严重时取7一l3年,年均运行时数少的取大值,反之取小值。
江苏省江都水利枢纽工程第一、二抽水站每站装机8台,水泵最早采用椽胶轴承、河水润滑,磨损严重,而水泵汽蚀情况相对较好,轴承磨损对大修周期起控制作用。根据运行经验和监测结果,大修周期定为4年,每站每年大修两台,安排在抽水较少的10—11月份进行,较为合适。后来水泵改用聚胺酯轴承,耐磨性能提高一倍以上,根据监测结果及个别机组因某些原因运行10年以上一切正常的事实,果断地将大修周期改为8年,平均每站每年周期性大修一台机组,整个设备性能非但没有下降,还有所提高,节省了大修费用,节省的人力进行专业培训,搞多种经营,提高工人素质,实现以站养站,取得较好的经济效益和社会效益。