高真空油扩散泵冷却水管新型焊接工艺
本文介绍了高真空油扩散泵一种新型的冷却水管与泵壁异种金属焊接工艺,通过焊接材料和焊接方法对比,并进行了大量试验验证,得出了此焊接工艺工作效率高,导热效果良好,并且消除了高真空扩散泵冷却水管易脱落,返酸等现象。
高真空油扩散泵是用来获得高真空或超高真空的重要设备。广泛用于真空冶金、真空热处理、真空镀膜、电子工业、航空航天、原子能等工艺领域。
高真空油扩散泵的冷却形式分为水套冷却和盘管冷却,理论上水套冷却效果好,外形美观,但是隔水挡圈不能与水套内表面进行紧密接触,实际冷却效果不理想,在国外同类产品没有采用此冷却方式,只有国内少部分厂家采用此冷却方式。
盘管冷却目前应用广泛,冷却水在水管中流动性好、冷却均匀。但是由于盘管与泵壁的外表面接触面小,如果两者之间不填充导热物质,其冷却效果差。
为了提高盘管冷却效果必须在盘管和泵壁之间填充导热效果好的介质。
泵壁外部的冷却水管为紫铜空心圆管,紫铜管的重量轻、导热性好 (导热系数为100w/m℃不锈钢为13w/m℃) 、耐腐蚀性强、易弯曲、不易裂缝、不易折断等优点,因此非常适合泵壁冷却水管使用要求。冷却水管与泵壁接触时为线接触,不能很好的将能量从一端传至另一端,为了强化传热的途径,只有增加传热面积来提高传热效率。
我公司在2010年以前,高真空油扩散泵冷却水管和泵壁采用锡铅焊料钎焊焊接法,但是锡焊在焊接过程中需要添加酸性物质,经过一段时间泵壁出现渗酸现象,产品质量及外观大打折扣。
1、试验过程
高真空扩散泵泵壁的材料为碳钢,泵壁上缠绕的冷却水管材料为紫铜,这两种材料在焊接中称为异种金属焊接 (钢与有色金属焊接) ,异种金属焊接比同种金属焊接困难得多。
1.1、材料性能对比
首先对两种焊接材料特性进行了分析,从表1可以看出,铜和铁的导热系数、线膨胀系数、熔点、收缩率差异比较大,焊接时热量迅速从加热区传导出去,使母材与填充金属难以熔合;焊接时,在焊缝金属晶粒间存在低熔点共晶,在焊缝冷却凝固过程中将产生较大的焊接应力,因此在接头的脆弱部位形成热裂纹;这对铜和铁焊接质量非常不利。
表1 铜和铁物理性能的比较

1.2、焊材的选择
由于异种金属之间金属化学成分差别很大,过渡层各部位的性能将对焊接整体性能有重要影响。所以,在选择焊接材料和确定焊接工艺时不仅考虑焊缝金属本身的成分和性能,而且还要考虑过渡层可能形成的成分和性能。
铜和碳钢焊接采用了SG-Cu Si3焊丝,此焊丝为硅青铜焊丝,焊丝含有3%的硅及少量锰的青铜,熔点在965~1035℃,焊接工艺性能优良,焊缝机械强度高,焊接完毕后,过渡层的主要成分为Cu,导热系数高。而且SG-Cu Si3焊丝主要用于青铜、黄铜、紫铜与钢的焊接。
1.3、焊接过程
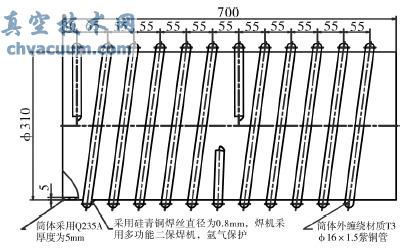
首先,按照高真空扩散泵材质和冷却形式,制造一台样品 (见图1) 。采购直径0.8 (mm) 和1.0 (mm) 硅青酮焊丝各一公斤,焊接方式选择了TIG和MIG两种方式。
图1 试验筒体

1.3.1、TIG焊接试验
TIG (钨极氩弧焊) 焊接法的主要优点是可焊接的材料范围广,不受形状和形式、面积约束;焊缝根部易焊透,接头热影响区小,焊件变形及裂纹倾向小,焊缝成型好等优点。先行利用TIG焊接进行试验,从图2可以看出焊接后的焊缝均匀,泵壁和冷却水管无缺陷。因TIG焊接焊接效率不高,因此对焊接效率进行了测算,焊接速率仅为1.6mm/S,认为此焊接方式不适合批量生产。

图2 硅青铜焊丝采用TIG焊法
1.3.2、MIG焊接试验
和TIG焊一样,它几乎可以焊接所有的金属,尤其适合于焊接铝及铝合金、铜及铜合金以及不锈钢等材料,与TIG焊相比它不采用钨极,成本比TIG焊低,而且生产效率高。
异种金属焊接选择合适焊接参数是至观重要的。根据两种材料特性,选择小电流大电压参数。焊接时焊丝对准坡口中心,保证铜侧和钢侧母材同时熔化,减少钢侧未熔化缺陷产生。经过一些系列的焊接试验,
从图3可以看出焊接外形美观,焊接截面熔合效果良好,增加了导热面积而且焊材熔化后的材料为铜。焊接速率9mm/S,是TIG焊接的7倍。

图3 试验硅青铜焊丝,采用MIG焊接方式
1.4、成本核算
扩散泵原锡铅焊接工艺与现焊接工艺成本对比如下:
从表2表3可以看出,无论材料和人工费用都降低了60%左右,效益上比较客观的。
表2 材料费用对比

表3 人工费用对比

2、试验测试结果
2.1、焊缝试验
整体焊接完毕后,通0.3MPa水压检漏,并保压10分钟,焊接铜管无漏水现象。
扩散泵在加热过程中断水20分钟,再进行通水,冷却水管无脱落,无漏水现象。
3.2、整体性能试验
硅青铜焊丝焊接的成品 (见图4) ,安装在调试工位上进行性能测试,在调试过程中利用红外测温仪逐点测量泵壁和冷却水管温度,测量得到的数据进行分析和对比。

图4 焊接成品调试试验
从上述数据可以看出,冷却水管的冷却温度快速的传递到泵壁上,冷却效果不亚于锡铅焊接形式。
3、结论
硅青铜焊接在小批量试制中,采用MIG焊法,焊接效率高,成本低,成型好。但是需要一些专门工装来保证焊接工人的水平趋于一致。焊接过程中细化焊接工艺参数,才能达到良好的焊接效果。
参考文献
[1]斯重遥,周振丰.焊接手册第一版北京[S]:机械工业出版社出版1992.