金属钎焊
2008-10-22 鬼马 真空技术网整理
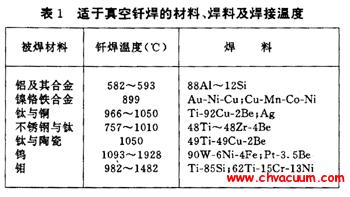
钎焊是利用第三种熔点较低的金属连接两个金属零件的方法,是一种低温焊接。该方法是把被焊金属和低熔点焊料放在一起加热,使焊料熔液通过毛细管吸引作用进入两个被焊零件的很贴近的表面间的间隙中,钎焊焊接的特点是不损伤被焊的金属件,因而多用于尺寸较小的钢、铜、黄铜等零件和管道的连接。钎焊所需的温度多在500℃以上,应比被钎焊零件的熔点低50~200℃。真空工艺中的钎焊材料必须纯净,具有低的蒸气压、能在钎焊温度下浸润和流动,并能同焊接金属形成合金,其熔点必须低于被焊接的金属。表l是适于真空钎焊的一些被焊材料及其焊接的温度和所使用的焊料。在有些物理不相容性的情况中,某些钎焊合金不可与某些特别的金属一起使用。例如,可伐(铁镍钴合金)不能用银进行钎焊,因为银渗透可伐会产生片裂。

金属钎焊的方式有火焰焊、炉焊和感应焊接。
火焰钎焊采用氧乙炔焰、氢氧焰、氧丁烷焰等除钎焊铜使用氧化焰以避免脆变外,一般均使用州性焰或还原焰。火焰钎焊需要使用焊剂,焊后必须将焊剂从接头上仔细地清除干净,因为残留在密封的真空一侧的焊剂具有高的出气率。
炉钎焊就是在具有保护气氛(真空、中性气体)的炉中加热要钎焊的金属组件。
感应钎焊利用高频电流(400~2000kHz)来加热。要钎焊的零件安置在专门装配的感应线圈中。
由于真空钎焊的材料蒸气压较低,又是在真空条件下焊接的,因此它不但可以保证更高的焊接质量,而且也扩大了钎焊的使用范围。可以对焊接时氧化性很强的活性金属(如钛、锆)、轻金属(如铝)以及难熔金属(如钨、钼、钽)等进行焊接。因为这些金属在真空条件下完全可以避免在焊接时与氧、水蒸气和氮等产生剧烈反应,从而保证了焊缝的高质量。


要满足真空密封的要求,得到不漏的钎焊焊缝,应遵循下列各点。
①应使用尽可能少量的钎焊合金。这样焊缝小,表面清洁,比用大量钎焊合金时得到的焊缝要好。
②焊件间的间隙不能宽或不规则。
③焊件间互相搭接部分的最小值必须是3mm以上,以便让毛细力吃进钎焊合金。
④如果要钎焊热膨胀系数不同的金属,必须使组件在冷却过程中压缩钎焊合金。
⑤焊缝的结构能控制钎焊合金的流动。在角上的间隙决定钎焊合金将如何流经这些角。从图5可见,方角(图中a)会使钎焊合金顺利流过所有焊缝(图中b),形成坚固而不漏的焊缝。圆角阻断钎焊合金的流动。假定加钎焊合金这端的第一个角是圆角(图中c),钎焊合金就通不过这个角(图中d)。只有当第二个角是圆角时(图中e),焊缝才会比较坚固而不漏(图中f)。压住圆角的方边同样会阻止钎焊合金的流动(图中h)。
⑥如果要避免钎焊合金在表面上流动,必须在面上涂碳或铬。
⑦在用于真空密封的钎焊中,最好选择搭接和梯接,如图6所示。














{kind=link}