Ω环密封结构在高压换热器中的应用
对国内外目前使用的高压换热器的密封结构、制造、检修及经济合理性等方面进行分析比较,优选了Ω环密封结构,并应用于抚顺石化分公司120万t/a催化柴油加氢精制(改质)装置5台高压换热器中,保证了密封的可靠性,节省了投资。
随着对油品质量要求的提高,加氢精制及改质技术被广泛应用,各炼油厂不断改进或新建加氢装置,该装置的操作介质为高温、高压、易燃、易爆的油气、氢气和少量硫化氢,故对高压换热器的密封要求很严,高压密封结构的设计既要满足密封性能又要便于制造、安装和检修。高压换热器密封设计主要是防止高温高压有腐蚀流体的内泄和外漏,拆卸装配容易,经济合理。其密封结构特点:①为使垫片达到足够的预紧密封比压和操作密封比压,保证密封性能而不致于将垫片压溃,常采用金属环垫片,垫片和密封面的接触面尽量窄。②密封面应尽量靠近筒体内壁处,以减小法兰和主螺拴的尺寸,降低密封承压件金属质量。③若操作介质比较干净,密封元件材料具备防腐性能,应避免采用大法兰结构。④结构简单。⑤采用自紧和半自紧式密封。⑥减少密封空间。
1、常见密封结构分析与比较
国内加氢精制裂化装置中的高压换热器多采用卧式U型管换热器,固定端管板采用可拆卸连接,管束可抽出进行清洗维修。这种型式的换热器的密封性能好坏在于管、壳程筒体端与管板之间的密封结构选择是否合理。
1.1、八角金属环垫片密封
这种密封结构是将固定端管板夹在壳体法兰和管箱法兰之间,用八角形金属环作为密封垫片,由螺栓紧固力预紧来完成密封。特点是结构简单,制造、安装和检修容易。但法兰和螺栓尺寸很大,质量大,造价高,易泄漏,已很少使用。
1.2、螺纹锁紧环密封螺纹锁紧环密封结构
在高温高压换热器的设计中应用较广,其密封结构见图1。
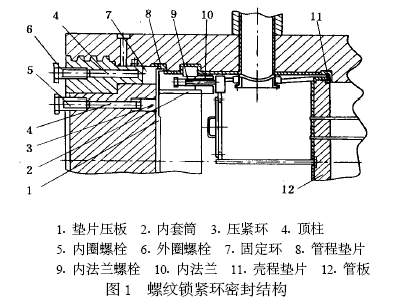
拧紧外圈螺栓,通过顶柱、固定环和垫片压板压紧垫片,实现管程密封。拧紧内法兰螺栓,通过分程套筒和管板压紧壳程垫片,实现壳程密封。在生产操作过程中,如发现壳程介质向管程泄漏,可拧紧内圈螺栓,通过顶柱、压紧环、垫片压板、内套筒、内法兰、分程套筒和管板压紧壳程垫片,实现壳程垫片在线辅助压紧。这种密封结构适合于管、壳程均为高压的换热器。但结构复杂,螺纹锁紧环的机加工精度高,制造难度大,造价高。承压内件(内法兰、螺栓等)在高温高压条件下容易变形及腐蚀,在发生内泄时又要不断地拧紧螺栓,加大密封压力,使内件受损较大,检修时需要经常更换。其特点是密封螺栓较小,密封可靠性高。
1.3、Ω环密封
Ω环密封结构最早见于引进的高压化肥装置中的换热器内。近几年由兰州石油机械研究所开发的Ω环设计计算方法和制造加工技术,已应用在高压加氢换热器的密封设计上。其结构型式见图2。
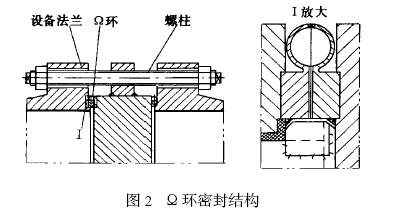
Ω环作为承压密封元件,其环壳部分直径小,壁厚2~3 mm ,能承受很高的压力,介质和环境完全隔绝,是1种无泄漏密封结构。Ω环由1对Ω形半环组焊而成,半环分别焊在法兰和管板上,由于法兰和管板的刚度较大,Ω环本身具有较好的轴向变形能力,不受温度、压力波动大和结构变形不一致的影响,其密封结构简单,制造及拆装方便,密封效果好,解决了其它类型垫片可能出现的密封面失效问题,也不会因密封面变形错位而导致泄漏。适用压力为7~32 MPa。Ω环突出的优点是密封比压为0 ,螺栓预紧力小,螺栓主要承受内压引起的轴向力,因此螺栓直径、法兰厚度和质量均减小,造价降低。若换热管结垢需清洗,则应沿Ω环顶部焊口切开,检修完毕组对时再将环焊上。
2、经济性比较
通过对前述3种密封结构优缺点的分析比较,我们在抚顺石化120万t/a催化柴油加氢精制(改质)装置5台加氢换热器的设计中优选了Ω环密封结构。与八角垫密封结构相比较,两者均结构简单,每吨单价相同,但Ω环无泄漏,质量小,制造费用降低45万元。与螺纹锁紧环相比,螺纹环易发生内泄漏,Ω环不会发生内泄漏。采用Ω环的5台换热器平均每台重36.5 t ,比采用螺纹环的换热器轻6 t ,可节省投资约200万元,占换热器总投资的18%。
3、Ω环密封设计要求
3.1、防结焦
设计中应对整个换热流程中的介质洁净度和结焦性进行控制,在原料泵前加2级管道过滤器,原料泵后加自动冲洗过滤器,通过优化换热流程控制介质的换热温度,使混合原料油避开易结焦温度范围区域,减小结焦的可能。
3.2、锻件要求
Ω环锻件材质0Cr18Ni10Ti ,420℃的高温屈服强度为σ012≥117 MPa ,化学成分及其它技术要求见JB 4728—2000《压力容器用不锈钢锻件》,验收级别为Ⅲ级。锻件应按GB 43315—84《不锈钢硫酸2硫酸铜腐蚀试验方法》进行抗晶间腐蚀试验。
3.3、制造
Ω环锻件粗加工后,按JB 4730—94进行射线检查,Ⅱ级为合格。在设备法兰和管板热处理及机加工完成以后再将Ω半环分别焊在法兰密封面和管板上,至少分2次施焊,且焊脚高度不小于6 mm。焊接接头按JB 4730第四篇进行渗透检测,Ⅰ级为合格。Ω环半环之间的焊接接头要打磨坡口并分二层施焊,焊后渗透检测,Ⅰ级为合格。换热器水压试验合格后,在环上下各钻一Φ3 mm小孔,排尽Ω环内的积水,并彻底吹干,然后将Φ3 mm孔焊死,焊完做渗透检查。
3.4、检修拆装
检修拆装时应严格执行Ω环密封结构加氢换热器检修规程。由于加氢装置中的介质含有硫化物,在开停工时,残留的硫化物遇水或氧反应会生成连多硫酸,因此,在切割Ω环前必须进行碱洗,碱洗后不得用水清洗,用压缩空气吹干,使表面保留碱膜。若反应器不卸料,则反应残余物在气密试验过程中流经Ω环。所以必须防止在Ω环内的热空气冷却凝结成水,形成连多硫酸应力腐蚀环境。防范措施为,组焊Ω环时在最底部预留5~10 mm不焊,待Ω环其余部分全部焊完后停留一段时间,使Ω环腔内空气冷却至室温后再补焊预留段,避免空气凝结成水分。气密性试验过程中用蒸气皮带加热Ω环底部直至试验完毕,使其温度超过100℃将腔内的水汽化,无法生成连多硫酸。Ω环切割多次后可拆卸更换。
4、结语
高压换热器是加氢装置中的主要设备,采用Ω环密封结构,可保证换热器使用时无泄漏,安全可靠,也使结构简单,降低设备造价。目前,这5台换热器已投入使用,效果良好。














