一种真空室箱体门的压紧机构设计
借用气缸的推拉力,设计了一种新型门压紧机构,代替原来靠人工转动的纯机械式门压紧机构。该机构结构简单,操作方便,省事省力,且制造成本低,使用寿命长。在实际的应用过程中,生产效率提升明显。
近十多年来,随着全球现代光电产业的迅猛发展,高端的光学真空镀膜机在我国也迅速得到推广应用和普及。真空镀膜机在使用过程中,首先要把真空箱体的箱体门关上,同时要求靠外力把箱体门和箱体可靠的、紧紧地压在一起,且不允许两者之间有漏气的现象,使之形成一个密封的容腔———真空室,这也是保证真空镀膜机的真空泵开始对真空室抽真空工作的一个必要的前提条件。
怎样轻松地提供一个足够大的外力,使箱体和箱体门紧紧地压在一起,成为一个密封的真空室容腔,且没有一丝缝隙,就是我们要解决的问题,压紧机构的设计就由此而产生。
1、机械压紧机构
国内原来和现有的真空镀膜机大都采用纯机械式的压紧机构,此类压紧机构从结构上分,主要有两种类型,一是简单的机械压紧机构,二是较复杂的机械压紧机构。其中简单的机械压紧机构比较广泛的运用在国产的箱式真空镀膜机中,复杂的压紧机构使用反而比较少。
1.1、简单的机械压紧机构
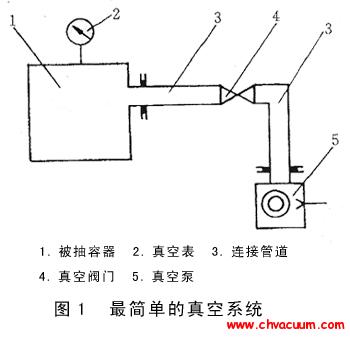
简单的机械压紧机构(图1),工作原理和复杂的压紧机构类似,从结构上讲,比较简单,方便实施和制造,主要应用在原来和现有的国产真空镀膜机上。该压紧机构零件有10 个品种,数量共计10 个,且零件偏小;标准件、常用件有5 个品种,数量共12 个。
对于比较小的箱体结构比较实用,箱体直径尺寸一般在800 mm 以下,比如箱体真空室直径尺寸是700 mm、630 mm 的等等。
优点:结构简单,制造方便,成本低廉。
具体的操作过程。首先,由人工(操作人员)用力转动手柄焊件1,凸轮7 靠手柄焊件带动同步转动,凸轮7 压在滚轮8 上,凸轮7 在转过一定角度后,通过固定在箱体门上的滚轮8,逐步把箱体门和箱体压紧在一起,从而使箱体门和箱体组成的真空室达到密封状态。这里,滚轮8 和销9 仅仅是一种公差配合关系,滚轮8 和凸轮7 是点接触的关系;所以凸轮转动的摩擦力大,凸轮外球面磨损快。另外,所有压紧的零件尺寸相对都比较小,并且手柄焊件转动力矩也比较小,这都从客观上造成转动压紧时费力。
缺点:在把箱门和箱体压到一起时,比较费力,当箱体门有小量变形时,压紧更费力;并且仅限于较小箱体尺寸的压紧使用;对应的压紧零件凸轮磨损较快,使用寿命较短。

1.手柄焊件; 2.定位销; 3.压板; 4.轴; 5.端盖; 6.扭簧; 7.凸轮; 8.滚轮; 9.销; 10.垫圈
图1 简单的机械压紧机构
1.2、复杂的机械压紧机构
复杂的机械压紧机构(图2),相对于简单的压紧机构来说,在结构上比较复杂,制造加工周期长,生产成本也比较高。零件尺寸比较大,有14 个品种,数量共计14 个;标准件、常用件有18 个品种,数量共45 个。对于真空室箱体尺寸较小的和偏大的都比较实用。其中箱体尺寸偏大的,要么增加压紧机构的数量,要么在压紧机构结构不变的情况下,结构尺寸按比例放大,即可使用。
优点是在使用此结构压紧箱体门和箱体时,转动平稳灵活,比较省力;即便箱体门有小量的变形,压紧也比较省力,使用寿命相对较长。
具体的操作过程类似简单的机械压紧机构。首先,由人工(操作人员)转动圆手柄9,同步带动压紧盘8 转动,压紧盘8 紧压轴承固定座1(固定在箱体门边框上)上的轴承外圆周面,当压紧盘被带动转过一定角度(角度有专门的限位装置保证)后,箱体门和箱体就被紧压在一起,从而达到密封状态。相对于简单的机械压紧机构(图1)来说,这里,轴承代替了滚轮;力臂加长了大约三分之一;转动的力臂在保持原有的推力轴承的情况下,又增加了两套深沟球轴承,并且三套轴承的内径也由原来的12 mm 增加到20 mm。这样不但保证了转动的灵活、平稳、有力,而且转动省力,效率提高,使用寿命变长。
缺点:制造难度加大,生产加工周期变长,装配制造成本大大增加,经济性比较差,这也使其在国产真空镀膜机上得不到广泛应用。

1.轴承固定座; 2.固定板; 3.轴承挡板Ⅰ; 4.轴承挡板Ⅱ; 5.挡销轴; 6.扭簧; 7.橡胶挡柱; 8.压紧盘; 9.圆手柄; 10.紧固螺母; 11.固定座; 12.轴承外挡圈; 13.轴承内挡圈; 14.转轴
图2 复杂的机械压紧机构
2、气动压紧机构
气动压紧机构是在前两种压紧机构使用过程的基础上,综合其使用的优缺点,设计制造的一种省事、省力、快捷的压紧机构装置。此结构有零件7 个品种,共计9 个;标准件、常用件有6 个品种,共计18 个。且零件尺寸偏小,制造加工方便,成本低廉。
气动压紧机构原理如图3,具体的工作过程如下。固定在真空室箱体上气缸固定座1,通过固定在其上面的气缸,推拉控制杠杆3,绕连接臂6 转动,带动杠杆3 上另一端的压块7,把箱体门牢固可靠地压紧在箱体上,从而使之成为密封的真空室容腔。其中气缸由手动阀门控制,不再用人力转动手柄压紧。
此气动压紧机构可通用在各类大小箱体尺寸上,可通过增减变换气动压紧机构数量即可。如若箱体及箱体门的边框厚度尺寸有变化,仅仅改变气缸活塞杆和连接臂6 的尺寸即可,其它零件的尺寸不变。加工成本低廉,有很强的通用性。
另此类光学真空镀膜设备本身带有气源装置,此机构所用气源,不需用专门增加相应的气源装置。

1.气缸固定座; 2.支承座; 3.杠杆; 4.销轴Ⅰ; 5.销轴Ⅱ; 6.连接臂; 7.压垫
图3 气动压紧机构
综上所述,此压紧机构结构简单、通用性强;使用寿命长;不用人力直接压紧,生产效率高,压紧可靠;零件品种数量少、体积小,制造加工周期短,制造成本低,有很强的经济性和实用性。
3、结论
通过对以上三种压紧机构方法的使用分析对比,不难得出气动压紧机构的优越性;同时,也为在此类大中型真空镀膜设备中对此机构的应用和推广,提供了一个良好的方法、思路和途径。此类气动压紧机构的设计制造,在节约加工制造成本,缩短加工周期,降低员工的劳动强度,提高生产效率,有良好的社会经济效益等方面,都作出了有益的探索。
同样在现代化的工业生产中,只要有类似的需要夹紧的机床设备,都可以借鉴此种设计的思路和理念,既简化了结构,降低加工难度,节约了成本,又耐用好使。
参考文献
[1] 达道安.真空设计手册[M].北京:国防工业出版社,2006.
[2] 杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2006.
[3] 吴宗泽.机械设计师[M].北京:机械工业出版社,2006.
[4] 徐成海.真空工程技术[M].北京:化学工业出版社,2006.
[5] 陈旭东.机床夹具设计[M].北京:清华大学出版社,2010.
[6] 徐灏. 机械设计手册[M]. 北京:机械工业出版社,2001.
[7] 李壮云.液压、气动与液力工程手册[M].北京:电子工业出版社,2008.
[8] 徐福玲,陈尧明.液压与气压传动[M].北京:机械工业出版社,2007.