高温掺合阀阀芯的改进
介绍了高温掺合阀的结构特点,并针对目前高温掺合阀实际操作使用中阀芯容易烧损、脱落等问题,从阀芯的结构及材料入手提出了改进措施。改进后的碳化钨硬质合金阀芯使用寿命有了很大的提高,较改进前阀芯使用寿命延长了3倍以上。
高温掺合阀是石油化工尾气、天然气等过程气脱硫过程中的环保专用设备。荆门炼化机械公司生产的高温掺合阀上安装在硫磺回收装置燃烧炉的出口管线上,其作用是控制热流混合气体的流量,用来调节热流和冷流混合气体的掺合量,并使其处于最佳温度范围时进入转化器转化。
1、工艺参数及结构特点
(1)工艺参数。操作介质:H2S、SO2、CO2、H2O,空气等混合气体。操作温度:冷流~150℃,热流1200~1400℃,混合流260℃。操作压力(表):0.025~0.035MPa。
(2)结构特点。阀体主体为20号无缝钢管和Q235-B钢板的组合件(根据介质及操作条件的不同,阀体部分也有用不锈钢阀体),其下部热流入口是用TA-218耐磨衬里做成的耐磨套,隔热衬里为含锆陶纤浇注料,浇注在阀体和TA-218耐磨套之间。阀座圈材质为ZG1Cr25Ni20Si2,阀座圈焊接在阀体壳体上。下阀杆材料为1Cr25Ni20Si2。阀杆填料箱设置蒸汽夹套保温,以避免含硫气体冷凝后对阀杆产生露点腐蚀。
高温掺合阀(见图1)的下法兰同燃烧炉的出口法兰直接相连,热流从阀门的下部进入热流通道,阀芯在阀杆的带动下,上下移动,控制阀座的开口面积,以达到调节热流流量的目的。热流和冷流在阀体内形成混合气,通过调节热流流量的大小,使混合流的温度达到最佳温度范围。阀体上端配有带阀门定位器的气动执行机构,可接受4~20mA的调节信号,进行调节控制。

图1 高温掺合阀示意
1—阀体 2—填料箱 3—执行机构 4—上阀杆 5—下阀杆 6—阀芯 7—阀座圈 8—耐磨衬套
(3)高温掺合阀在使用中出现的问题。早期由于硫磺回收装置的规模小,处理量小,燃烧炉的温度在小于1200℃,阀芯材质为1Cr25Ni20Si2,阀门很少出现问题。后来随着回收装置规模的扩大处理量增加,导致燃烧炉的温度随之升高,现已达到1400℃,最高时可达约1600℃。高温掺合阀在使用过程中也随之出现故障:阀芯被熔化;阀芯和阀杆之间的连接脱落导致阀门无法正常调节;阀门在全关时达不到关闭的要求等。经过调查研究后认为,由于现役硫磺回收装置的处理量加大,导致燃烧炉内的温度及热流出口温度远远高于早期的温度,而且远远超过阀芯材料的正常使用温度(1150℃),热流出口的高温气流直接作用在阀芯上,阀芯在约1400℃高温、酸性介质腐蚀及高温气流冲刷的共同作用下,很快就被烧损甚至熔毁报废,致使高温掺合阀无法正常使用,这也成为装置安全长周期运行的一个重大隐患。
2、高温掺合阀阀芯的改进
2.1、方案Ⅰ/1Cr25Ni20Si2阀芯表面喷氧化锆
在原1Cr25Ni20Si2抛物线型阀芯(见图2)表面喷一层氧化锆。氧化锆是一种很好的高温耐磨陶瓷材料,具有强度高、硬度高和韧性佳,空气中稳定使用最高温度可达1800℃。我们曾在中石化荆门分公司硫磺回收装置上进行试验,在高温掺合阀投用约4个月后出现了氧化锆剥落和阀芯被熔化的现象。通过分析其原因主要是:1Cr25Ni20Si2和氧化锆之间的热膨胀系数不一致,阀芯基体膨胀量大,可引起表面材料开裂,加之阀芯基体和表面材料之间结合不紧密而导致表面氧化锆层剥落,氧化锆层剥落的阀芯直接作用在高温气流之下,最终被熔毁。

图2 1Cr25Ni20Si2抛物线型阀芯
2.2、方案Ⅱ/1Cr25Ni20Si2加TA-218阀芯
1Cr25Ni20Si2+(TA-218)阀芯目前使用最为广泛,阀芯基体采用1Cr25Ni20Si2材质,阀芯表面衬有20mm厚TA-218耐磨衬里,该衬里和阀芯之间用挂片连接与固定。挂片为半圆环型或抛物线型,冲有舌形孔,数量为6~8件。挂片材质为1Cr25Ni20Si2,挂片与阀芯之间焊接连接。搅拌好的衬里材料通过捣打,压实,使之紧密地固定在阀芯表面,经衬里养生及烘烤后使用。
TA-218作为在高温下具有强度好、硬度高、耐腐蚀,最高使用温度可达1600℃。其参数指标见表1。
表1 TA-218性能参数

1Cr25Ni20Si2+(TA-218)阀芯有抛物线型[见图3(a)]和半球型[见图3(b)]两种结构。抛物线型结构的阀芯调节性能好,但高度方向尺寸较大,阀门在实际使用过程中,阀芯始终处于高温区域,工况较为恶劣,其使用寿命受影响;半球型结构的阀芯调节性能相对较差,但高度方向尺寸较小,在阀门的全开状态下,能使阀芯远离高温气流区域,处于冷流中,避免了阀芯长期处于高温气流区,对延长阀芯使用寿命有积极作用。
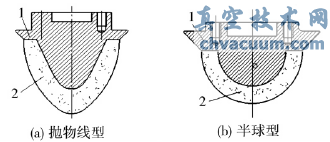
图3 两种阀芯
1—阀芯基体 2—衬里材料
综合考虑阀门的调节性能和阀芯的使用寿命等因素,我们以高温掺合阀热流口径的大小作为高温掺合阀阀芯结构的选型依据,一般情况下,热流口径大于等于Φ100时选用半球型结构,热流口径小于Φ100时选用抛物线型结构。
TA-218耐磨衬里在高温下体积收缩,1Cr25Ni20Si2阀芯基体高温下产生膨胀,由于膨胀量的差异,阀芯在使用一段时间后,挂片与阀芯焊接处容易脱焊,致使阀芯耐磨衬里层脱落,导致阀门无法正常调节,严重时脱落的耐磨衬里会堵住热流出口,导致装置无法满负荷运转甚至停工。
1Cr25Ni20Si2+(TA-218)阀芯的正常使用寿命约6~8个月,虽然较方案Ⅰ有了一定的提高,但仍然无法满足装置长周期安全运行的需要。
2.3 、方案Ⅲ/碳化钨硬质合金阀芯
硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、耐热、耐腐蚀、强度和韧性较好等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。目前常用的硬质合金分两大类:一类是钨钴系,它是以碳化钨为基,用钴作粘结剂,经压制、烧结而成的,我国的牌号用“YG”表示;另一类是钨钛钴系(用“YT”表示)和钨钛锡钴系(用“YW”表示),钨钛钴系列以碳化钨、碳化钛为基体,钨钛锡钴系列以碳化钨、碳化钛和碳化铌为基体。钨钛钴系和钨钛锡钴系均用钴作粘结剂,经压制、烧结而成。
高温掺合阀阀芯选用钨钴系硬质合金,牌号为YG8,它除了具有很高的硬度和强度外,还有较好的韧性及耐腐蚀性,适合于制作机械加工用刀具,冷挤压模具材料、机械设备及腐蚀环境中的耐磨零件如泵的密封环、阀门的阀座、铀承套等。
YG8硬质合金碳化钨含量92%,钴作为粘接剂含量为8%,其性能参数见表2。
表2 YG8性能参数

YG8硬质合金阀芯以碳化钨为基,用钴作粘结剂,经压制、烧结而成的,其加工制造工艺:粉末制造→掺胶制粒→模具压制成型→半成品加工→脱胶→烧结成型(1500℃真空烧结)→成品加工。
早期试制的碳化钨硬质合金阀芯采用抛物线型结构,这种结构调节性能好,但外形结构较为复杂,制造加工较为困难。由于碳化钨硬质合金加工工艺的局限性,抛物线型碳化钨硬质合金阀芯在制造时废品率较高,废品率超过50%,致使碳化钨硬质合金阀芯的制造成本很高。为了保证阀门使用性能的同时尽可能的降低成本,我们通过深入的分析研究并经过多次试验,最终将高温掺合阀阀芯设计成圆锥型结构(见图4),即阀芯外形为圆锥形,圆锥锥角α为30°~60°,阀芯内部为空心结构,以减轻阀芯重量。圆锥型结构阀芯具有结构简单、体积小、重量轻等优点。圆锥型结构芯外形为圆锥形,结构简单,便于加工制造,加工制造时成品率可控制在95%以上,极大地降低了阀芯的制造成本;与抛物线型结构阀芯相比,圆锥型结构阀芯体积小、重量轻,同一规格阀芯圆锥型结构要比抛物线型结构轻10%~20%。相对于抛物线型阀芯来讲,圆锥型阀芯调节性能略差,但完全能满足高温掺合阀生产调节的需要。在设计阀芯时根据高温掺合阀的热流口径及阀门行程来确定阀芯圆锥锥角的大小。热流口径越小,阀芯圆锥锥角越小;阀门行程越大,阀芯圆锥锥角越小。
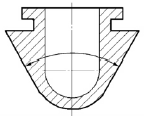
图4 碳化钨硬质合金阀芯
碳化钨硬质合金阀芯单件制造成本较高,其制造成本约为1Cr25Ni20Si2+(TA-218)阀芯2~2.5倍,但碳化钨硬质合金阀芯的使用寿命长,是1Cr25Ni20Si2+(TA-218)阀芯的3倍以上。在确保装置安全长周期运行的前提下,碳化钨硬质合金阀的性价比最好。目前,碳化钨硬质合金阀芯已在中石化及地方炼油厂共计十余套装置上投用,投用最长时间已连续运行超过26个月。
综上所述,第Ⅲ套方案的调节性能较好,使用寿命长,在生产装置中得以采用。






