调节阀阀瓣型线的加工
介绍了调节阀等百分比阀瓣型线在Master Cam 中的绘制,并自动生成加工程序的方法。
1、概述
柱塞式调节阀阀瓣型线是控制流量特性的重要因素。阀瓣型线有快开流量特性、直线流量特性、抛物线流量特性和等百分比流量特性等。本文以等百分比流量特性参数的阀瓣加工为例,介绍用MasterCam X6 软件进行自动编程加工阀瓣型线的方法,以提高生产效率和编程的正确率。
2、工艺分析
2.1、零件图
等百分比阀瓣( 图1) 毛坯尺寸为Ф110mm ×30mm,材料为S32168。阀瓣加工时,用三爪卡盘装夹,工件原点设在右端面中心位置。加工设备采用FANUC 0i 系统数控车床。
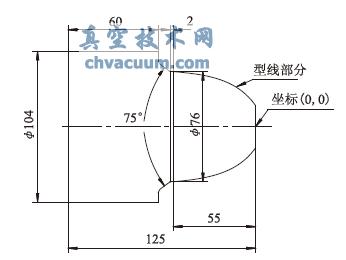
图1 阀瓣
2.2、作图
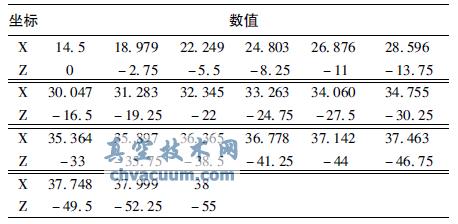
(1) 打开Master Cam X6 软件,选择视图面,选择下拉菜单V 视图→A 标准视角→T 顶视图,然后按图1 绘制阀瓣型线,选择下拉菜单C 绘图→S 曲线→M 手动画曲线,依次输入阀瓣型线坐标值( 表1) ,然后绘制75°倒角和Ф104mm 的外圆等外形。
表1 阀瓣型线坐标值
(2) 2D 图形绘制完成后,进入加工环境。选择下拉菜单M 机床类型→L 车削→D 默认,系统进入加工环境。
(3) 在“操作管理”中单击属性- Lathe DefaultMM 节点前的“+”号,将该节点展开,然后单击“材料设置”节点,系统弹出“机器群组属性”对话框( 图2) 。
(4) 设置工件形状。在“机器群组属性”对话框的Stock 区域中单击“参数”按钮,系统弹出“机床组件管理- 材料”对话框( 图3) ,填写毛坯外径和长度后,点击“√”确定。

图2 “机器群组属性”对话框

图3 “机床组件管理- 材料”对话框
(5) 选择下拉菜单T 刀具路径→R 粗车,系统弹出“输入新NC 名称”对话框( 图4) ,输入相应的文件名,单击“√”确定,系统弹出“串联选项”对话框( 图5) 。

图4 “输入新NC 文件名”对话框

图5 “串联选项”对话框
(6) 定义粗加工轮廓。在“串联选项”对话框中单击“部分串联”按钮,然后在图形中依次选择所作图形的轮廓线,单击“√”确定,系统弹出“车床粗加工属性”对话框( 图6) 。选择粗车刀具,设置进给率、转速等参数,单击“√”确定。
3、结语
调节阀阀瓣的等百分比型线加工,使用MasterCam X6 软件编程,相对于手工编程提高了加工生产的效率,对于图形的仿真加工,提高了生产安全系数、并且降低了手工输入数据的错误率。Master Cam X6软件编程为调节阀多阶调节和更复杂的阀瓣型线加工提供了方便、快捷和准确的工艺处理方式。






