真空开关的几个关键质量问题
随着城市化进程的加速,大型生活小区的形成以及工业生产的集团化和规模化,为提高供电质量,减少线路损耗,需要高压送电直接进入市区的负荷中心,因而要求大量使用占地面积小、安全可靠的高压开关———真空开关。
真空开关是一种以气体分子极为稀少,绝缘强度很高的真空空间为熄弧介质的新型开关。其触头是在密封的真空灭弧室内分、合电路的,切断电流时,仅有金属蒸汽离子形成的电弧,而无气体的碰撞游离,因金属蒸汽离子的扩散及再复合过程非常迅速,从而能快速灭弧和恢复原来的真空度,可承受多次分、合闸而不降低开断能力,并且不产生高压气体及有毒气体。因此具有:①体积小,重量轻;②动作快,开断容量大;③适合频繁操作;④无火灾及爆炸危险,不污染环境;⑤寿命长,维修工作量少等优点。
真空开关的工艺水平适合我国企业的制造现状,价格相对较低,非常适合我国的国情,因此得到了普遍的应用。据统计,我国目前在10kV 级断路器中,真空开关占到80%以上。在35kV 级,近几年也占到40%以上。但是,由于真空开关依赖真空实现快速灭弧开断,在检测中也较多出现真空灭弧室漏气、机械特性失调、温升过高等不合格现象,因此在应用真空开关时必须处理好这几个关键问题。
1、真空室漏气
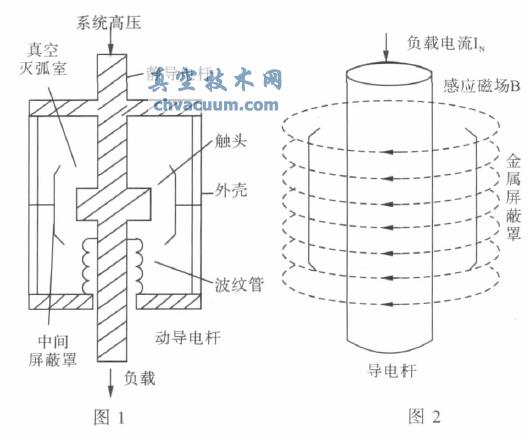
真空灭弧室是真空开关的核心部件, 它是采用玻璃或陶瓷作支撑及密封,内部有动、静触头和屏蔽罩,室内有负压,真空度为10-4~10-6 Pa,保证其开断时的灭弧性能和绝缘水平。随着真空灭弧室使用时间的增长和开断次数的增多, 以及受外界因素的作用, 其真空度逐步下降,其开断性能也随之降低,当真空度低于1.3×10-2 Pa 时,将导致开断和关合能力的不稳定。因此应注意下列几点:
(1)真空灭弧室出厂时的真空度应不低于1.3×10-5 Pa。
(2)出厂前真空开关应经过严格的检查和装配,维修时应紧固灭弧室的各螺栓,以保证其受力均匀。
(3)保证导电杆同心度的设计。如果可动导电杆同心度调整不当,将使陶瓷、法兰—————金属封接强度不够稳定,致使真空灭弧室漏气。在错误的操作过程中,易引起波纹管的扭曲变形。为防止这种现象,在动导电杆的导向套部位可采用六边形设计,花键连接设计。
(4)不得用任何外力碰撞真空灭弧室,严禁敲击、手拍打,搬动及维护时不得受力。禁止把任何东西放在真空开关上,以防止落下时打坏真空灭弧室。
(5)装调时如果发现螺纹配合不良,应查原因后再处理,不要用很大力气去拧动真空灭弧室,防止波纹管受到损伤。
(6)严格控制触头行程。不能误以为开距大对灭弧有利,而随意增加真空开关的触头行程。因为真空开关的行程比较短。一般额定电压为10~15kV 的真空开关触头行程仅为8~12mm, 触头超行程仅为2~3mm。如果过多地增加触头的行程,会使开关合闸后,在波纹管上产生过大的应力,引起波纹管损坏,破坏开关密封外壳内的真空。分闸缓冲器的回弹不应过大,过大会影响波纹管的寿命。
(7)合理的选择使用和储存环境,真空灭弧室的存放和使用环境中应无化学腐蚀性气体存在。真空灭弧室的波纹管大多数都是采用0.1~0.15mm 厚度的不锈钢液压成型的。高压真空开关应用环境的污秽等级、湿度、盐雾等选择不够合适,有害气体、凝露造成波纹管点状腐蚀,导致波纹管和盖板及封接面的漏气。
(8)定期进行42kV 工频耐压试验。新装后和运行中应结合验收和季节或年度性预防性试验对真空灭弧室断口进行工频耐压试验以检验其真空度。
(9)监控触头磨损值,当动静触头的总磨损量达到制造厂规定值时应更换真空灭弧室。真空灭弧室的触头接触面在经过多次开断电流后会逐渐磨损,触头行程增大,也就相当波纹管的工作行程增大,因而波纹管的寿命会迅速下降,通常允许触头磨损最大值为3mm 左右。为了能够准确地控制每个真空灭弧室触头的磨损值,必须从灭弧室开始安装使用时起,每次预防性试验或维护时,就准确地测量开距和超程并进行比较,当触头磨损后累计减小值就是触头累计磨损值。当累计磨损值达到或超过此值,真空灭弧室的开断性能和导电性能都会下降,真空灭弧室的使用寿命即已到期。新一代高压真空开关普遍使用纵向磁场灭弧原理和铜铬触头材料,以减少触头烧损和提高电气使用寿命。
2、操动机构配合
开关的分、合动作是通过操动机构来实现的,操动机构的工作性能和质量的优劣,对高压开关的工作性能起着极为重要的作用。真空开关由于其真空灭弧性能的优异, 使其开断速度和电寿命大大增加。因此,与其配合的操动机构的机械动作性能及可靠性就成了较为突出的问题。
在实际安装和调试过程中,应做到:
(1)严格进行交接验收。真空开关出厂前已做过试验,但在运往现场安装完毕后,必须进行有关参数的复核。以防止设备在运输中的变化,特别是操动机构与真空开关连接后的问题。主要复测的参数有:合闸弹跳,分闸同期,开距,超程,合、分闸速度,合、分闸时间,直流接触电阻,断口绝缘水平。
(2)重视缓冲特性的调整。操动机构在高压真空开关机械结构中是最为复杂、精度要求最高的部分,为了保证高压真空开关的可靠性,一般采取分装式结构,即将操动机构与开关主体二者分开,由生产条件比较好的工厂集中生产操动机构,然后再将机构的输出轴与开关合而为一,所以机械参数的合理配置与调整,直接关系到高压真空开关的技术性能和机械寿命。满意的缓冲特性应该是运动部件接触缓冲瞬间,缓冲器提供较小的反力,随着缓冲距离的增加,缓冲特性迅速变陡,最大可能地吸收分离能量,达到限制分闸反弹和分闸行程的目的。
(3)严格控制真空开关的合、分闸速度。真空开关的合闸速度过低时,会由于预击穿时间加长,而增大触头的磨损量。又由于真空开关灭弧室一般采用铜焊工艺,并且经高温下去气处理,所以它的机械强度不高,耐振性差。如果开关合闸速度过高会造成较大的振动,还会对波纹管产生较大冲击,降低波纹管寿命。通常真空开关的合闸速度为0.6~2m/s,对一定结构的真空开关有着最佳合闸速度。真空开关断路时的燃弧时间短,其最大燃弧时间不超过1.5 个工频半波,因此,需要严格控制开关的分闸速度。此外,要求真空开关的分闸缓冲器与合闸缓冲器有较好的特性,尽量减轻分闸或合闸时的冲击力,以保护真空灭弧室的使用寿命。
3、温升
高压真空开关的回路电阻是影响温升的主要原因,而灭弧室的回路电阻通常要占高压真空开关回路电阻的50%以上。触头间的接触电阻是真空灭弧室回路电阻的主要组成部分,因为触头系统密封于真空灭弧室内,触头与外壳之间的真空形成了热绝缘,所以触头和导电杆上的热量只能通过动、静导电杆向外部传导散热。真空灭弧室静端直接与静支架相连,动端则通过导电夹、软连接与动支架相连。因动端连接环节较多,导热路径较长,所以高压真空开关温升的最高点多集中于动导电杆与导电夹搭接部位。在实际应用中,有效的利用静端有利于散热的元件,迫使触头间隙热量较多的从静端导出,分流动端的热量,是解决高压真空开关温升偏高的有效措施。
4、结论
真空开关优越的技术应用特性,得到了广大用户的普遍认可,随着经济建设的持续增长,今后将得到越来越广泛的应用。在实际工作中使用和调试真空开关时应认真解决真空室漏气、操动机构配合、温升等关键质量问题,才能充分发挥真空开关优势。