石化阀门的微泄漏型式试验
介绍了石化阀门微泄漏型式试验方法、试验程序、结果评价和评定范围,论述了阀体端部和阀杆密封部位试验测量工装的结构设计,为采用真空法检测阀门微泄漏的型式试验提供了有效方法。
1、概述
随着人们对环保要求的日益严格,石化管道用阀门从满足基本的限制内漏、外漏和操控灵活的条件,发展到需满足阀门对外界环境的微小排放要求。从环境要求与行业发展分析,微泄漏阀门代表了未来阀门的发展趋势,但是微泄漏用常规的水压和气压试验无法判定。随着阀门微泄漏检测技术的发展,国际和国内均制定了阀门微泄漏出厂检验标准,这些标准成为鉴定石化和危害性气体介质等工况阀门的主要规范。
2、型式试验
ISO 15848 将微泄漏定义为任何物理形态的任意化学品或化学品的混合物,其从工业场所的设备中发生的非预期的或隐蔽的泄漏现象。其主要是采用氦质谱检漏仪对阀门的外部泄漏( 阀体连接密封处和阀杆密封部位) 进行检测。按检测类型主要分为出厂检验和型式试验,由于型式试验具有较长的评定周期和一定的评定范围,且试验要求更苛刻(如热循环和机械循环) ,对于批量生产的微泄漏阀门,真空技术网(http://www.chvacuum.com/)认为其检测成本低、质量可靠性高,因而逐渐得到广泛采用。
2.1、试验方法
根据检测漏率范围不同,阀门微泄漏常用检测方法一般分为吸枪法、真空法( 包括包覆法或真空罩法)和喷吹法。吸枪法( 图1) 一般适用于10-3 ~ 10-7 Pa·m3 /s 之间的微漏率检测,其针对局部漏率检测,主要用于ISO 15848 规定的B 级和C 级微泄漏阀门的漏率检测。真空法( 图2) 和喷吹法( 已从ISO 15848中删除) 一般适用于10-5 ~ 10-13 Pa·m3/s 的微漏率检测,其针对总漏率检测,主要用于ISO 15848 规定的A 级和B 级微泄漏阀门的漏率检测。
2.2、试验程序
目前,常用的微泄漏型式试验的标准主要有ISO 15848 - 1: 2006、MESC SPE 77 /300 - 2008( 壳牌标准) 、API 624 - 2014 和TA LUFT VDI 2440 -2000( 德国标准) ,各标准中均规定了阀门微泄漏型式试验的主要参数,如温度等级、热循环与机械循环次数、检测时机、试验压力、试验介质和阀杆密封调整次数等( 图3) 。
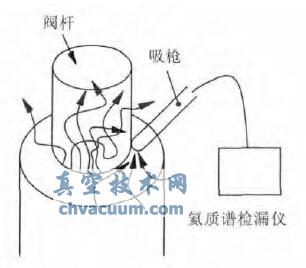
图1 吸枪法检测微泄漏

图2 真空法检测微泄漏
试验温度等级一般根据阀门材料、结构和使用工况而定( 如API 624 规定高温为260℃) ,一般低温高于- 29℃时不需进行低温试验( MESC SPE 77 /300 规定为- 20℃) ,小于80℃ 时一般不需高温试验。热循环与机械循环类型各标准规定不同。如API 624 和VDI 2440 要求一般选择图3 中的A1进行( 一定的机械循环次数,含2 次热循环) 。ISO15848 和MESC SPE 77 /300 要求根据阀门类型和阀门尺寸等确定( 如MESC SPE 77 /300 规定,≤DN200,为100 次机械循环,80℃ ~ 200℃高温试验含1 个热循环,而> 200℃ 高温试验需含2 个热循环) 。试验压力为阀门对应温度下的最大允许工作压力,试验介质为纯度≥97%的氦气或甲烷气,微泄漏检测时机为机械循环与热循环曲线的折线交叉点处。
2.3、评价与评定范围
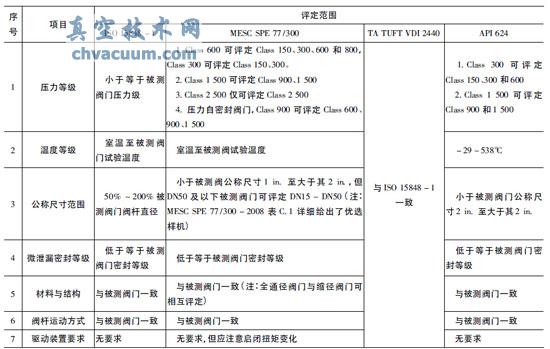
阀门的微泄漏等级及检测结果,与阀门的密封材料、结构、配合精度( 如阀杆与填料、填料箱) 、紧固件装配与预紧力矩等密切相关( 表1) 。
表1 阀门微泄漏型式试验评定范围
3、试验工装
阀体端部测量工装采用凸面或凹凸面盲板法兰、螺栓与缠绕式垫片连接方式,在法兰上设置气源输入与压力监测接口、气体泄放口、阀体流道测温块等。机加工过程确保配合面的精度,优化盲板法兰气源输入口与介质排放管路等布置与通用性设计,确保满足试验与安全要求( 图4) 。考虑阀门微泄漏型式试验的高温、低温、机械循环及挥发性、有毒、易燃或易爆介质的腐蚀性等苛刻工况,盲板法兰材料选择经固溶处理的304 或316 不锈钢铸( 或锻) 件。壁厚按ASME B16. 34 和ASME B16. 5 选取,考虑工艺性、介质腐蚀和试验等影响因素增加附加裕量5mm,并参照GB 150 规定进行应力与强度校核。
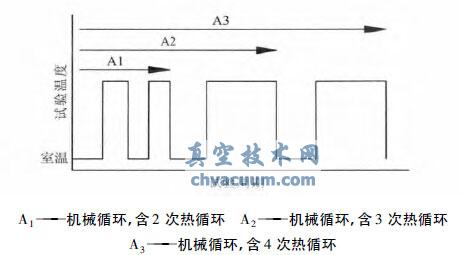
图3 微泄漏型式试验类型
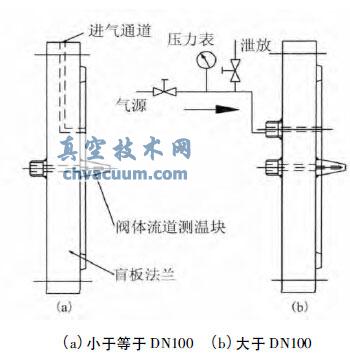
图4 阀体端部连接测量附件
阀门微泄漏型式试验过程中,当阀门处于高温或低温阶段时,主要进行微泄漏测量的是阀杆密封部位,且应采用真空法。根据阀杆密封结构(如单填料和双填料) 设计的附件可以建立阀杆微泄漏测量真空室,方法简便,结构可靠,成本低( 图5 和图6) 。单填料阀杆通过双道O形圈、填料和填料压盖在阀杆密封部位建立微泄漏检测真空室,并在填料压盖上开设泄漏介质检漏通道和检漏口。双填料阀杆密封部位通过上填料、下填料、填料压盖、隔环等在阀杆密封部位建立微泄漏检测真空室,并在阀盖上开设泄漏介质检漏通道和检漏口,隔环上需有与阀杆直通的通孔。
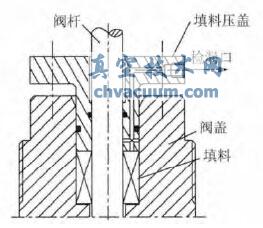
图5 单填料阀杆密封部位测量附件
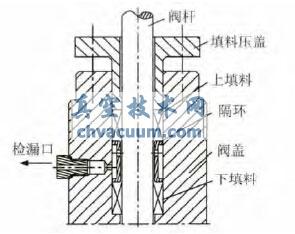
图6 双填料阀杆密封部位测量附件
4、结语
阀门微泄漏检测技术的进步有利于阀门的制造和进出口贸易。阀门微泄漏型式试验真空法检测为阀体端部和阀杆密封部位的微泄漏测量提供了可靠手段,试验附件为检测试验的完善和实施提供了保证,拓展了阀门在不同压力、温度( 高温、低温) 和机械循环等条件下阀杆( 静、动) 密封机理与阀杆密封结构失效的研究基础,为阀门微泄漏密封结构设计优化与密封材料的选择提供了科学依据。