锆及锆合金旋塞阀的国产化研发及关键工艺技术研究
介绍了醋酸装置锆及锆合金阀门国产化研发过程中关键技术的解决和样机的检测与验证,着重阐述了铸造工艺技术的解决与创新、设计准则与产品标准制定、结构特点和关键工艺技术研究。研发工作填补了国内锆材阀门产品理论研究与制造的空白,使产品满足了苛刻工况的要求。
一、前言
醋酸是有机化工原料之一,作为重要的化工中间体产品,其衍生物多达数百种,在我国有着广泛的应用。锆及锆合金材料的旋塞阀大量应用于醋酸装置,是装置中重要的管道元件。然而,此类阀门由于制造技术等原因,多数依赖进口,价格昂贵,且由于距离与国界的限制,售后服务存在着时间上的不及时、诊断上的不准确。造成用户事故不能及时处理,甚至由于处理不善导致严重泄漏或外漏等严重后果,影响着醋酸装置的正常运行。近年来,我国醋酸行业发展迅猛,市场状况迫切要求此类阀门国产化,因此锆及锆合金旋塞阀研发具有十分重要的社会意义和经济意义。
二、项目的关键技术及其解决
本项目是利用我国的锆资源优势,将海绵锆加工成铸件、锻件,并制造出应用于醋酸装置的以铸造阀门为主的阀产品。主要涉及的领域是有色金属真空熔炼、流体机械等领域。作为一种新材料应用于阀门产品,需要制定相应的设计准则、产品标准,在该类材料的铸造和热处理工艺、机加工工艺、焊接工艺和装配工艺等方面进行探索及验证,针对醋酸装置腐蚀性强、温度交变、压力高的工况在阀门密封可靠性、密封件可更换等方面进行设计研究和验证。
1、铸造工艺技术的解决与创新
锆材以其良好的抗热中子辐射脆化性能用于核反应堆中,以极好的耐蚀性用于石化设备中,其区别主要在铪的含量上,铪的含量在0.01%以下为核级锆,含量在4.5%以内为化工级锆。化工级锆国内外一般采用美国ASTM标准,铸件采用ASTMB752《锆及锆合金铸件》标准,醋酸装置中常用的铸件牌号是工业纯锆702C和锆铌合金705C。锆及锆合金在高温条件下性质活泼,极易吸氢、吸氧、被氧化,由此而制订的基本铸造工艺路线和方法是从海绵锆开始,经过冷压锭、真空熔炼锭产生用于锻或铸的一次锭或二次锭,铸锭制作成真空凝壳炉的电极,在真空凝壳炉中通过电弧熔化、自动离心浇注成铸件。
采用高真空凝壳炉熔模铸造工艺,具体实施中涉及铸造型壳选择与确定、CAE铸造过程模拟优化铸件结构要素等工作。通过多年来的实践和总结,探索出了锆及锆合金熔模精密氧化物陶瓷型壳的制备方法、锆及锆合金大型铸件的生产方法等专利工艺手段,所采用的熔模精密铸造型壳具有透气性好、铸造应力小等特点,有利于复杂的零件成形。这些工艺手段和措施解决了皮下气孔多、热节易缩松等铸造难题,提高了铸件质量,完善了铸造工艺。
锆中的杂质元素除铪外,主要有氧、氮、氢、碳和铬。其中氧和氮在α锆中形成间隙固溶体,具有显著的强化作用,使塑性下降;另外,铸造过程会产生铸造应力,若不加以消除,在后续加工中,应力不断释放,造成成品零件尺寸不稳定,降低产品质量。因此,从增加塑性和消除应力来说对铸件应进行去应力退火和完全退火,在实际的操作中,采用真空电炉加热至300~700℃退火作为最终热处理工艺满足锆铸件的不同退火要求。
铸件基本工艺路线如图1所示。

图1 铸件基本工艺路线
按上述工艺路线生产的锆及锆合金铸件其化学成分、力学性能、内外部质量达到了美标ASTMB752《锆及锆合金铸件》标准要求见表1和表2。
表1 化学成分对比表
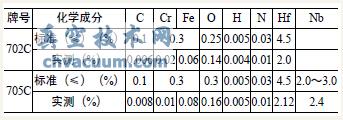
表2 力学性能对比表

在掌握锆及锆合金铸造工艺技术条件下,锆材阀门在设计研发、实施制造方面具备了较好的条件和基础。
2、设计准则和制造标准制定
目前,锆材阀门国内外尚无相应的专项标准。国内外公开发行的阀门标准也均未涉及锆阀设计制造,其温度压力等级、许用应力体系空白,相关该类材料阀门的理论研究趋于空白,国内少有生产且多为仿形。为了能够正确地进行设计制造,首先应依据相应的国际规范确定设计准则并制定专项的锆及锆合金旋塞阀产品标准。
(1)设计准则通过对ASME锅炉及压力容器规范国际性规范第II卷、第Ⅷ卷等国际公认规范的查阅,结合自行熔炼锆及锆合金铸件的化学成分、力学性能、内外质量等的各项检测结果,确定产品的设计准则与材料制造使用要求如下。
1)使用公称压力(PN)级或ASME额定级来表示所需压力级,压力-温度值根据ASME标准的材料属性来确定。当阀门密封件等是非金属材料时,阀门允许使用的压力-温度额定值按该非金属材料的压力-温度额定值。
2)承压元件的设计和计算按照ASMEB16.34、ASME第Ⅷ第一册、第二册,并指定制造和试验要求,包括无损检测。
对于阀门最小壁厚,通常产品标准规范包含的材料在相应标准中按材料组、压力等级和尺寸进行选取,如API599中规定最小壁厚按ASMEB16.34规定选取。由于目前ASMEB16.34等产品标准规范未包含锆及锆合金材料,因此锆材阀门应通过计算来确定合适的最小壁厚值。计算中阀门承压壳体材料取ASME标准规定的许用应力,取ASME标准II的D篇的表1B中常温下ST/3.5和Sy/1.5中较小者;铸造壳体应再取铸造系数,通常取0.8;阀门其他部件材料取值参照壳体,但铸件的铸造系数按0.8;阀门螺栓材料取ASME标准中的应力准则。
3)阀门设计温度不应低于壳体金属在工作状态可能达到的最高温度,并要求金属材料的状态。根据ASME规范中锆及锆合金材料在室温和不同温度下的最大许用应力变化情况,结合醋酸装置工况选择确定锆702(R60702)设计许用温度上限为400℉(204℃),锆705(R60705)设计许用温度上限为500℉(260℃)。
(2)制造标准醋酸装置所用锆材阀门类型主要是锆旋塞阀(球阀、截止阀、止回阀也有应用),压力等级Class150~Class600,公称管径NPS3/4~NPS14,工作介质主要是含碘甲烷等催化剂的醋酸溶液,工作介质温度最高198℃。
借鉴API599《法兰端、螺纹端和焊接端金属旋塞阀》、ASMEB16.34《法兰、螺纹和焊接端连接的阀门》等国际公认阀门产品标准,以前述对材料铸造和热处理工艺的研究验证和确定的设计准则等为基础,提出了醋酸装置所用锆材旋塞阀的形式、结构、设计、材料、测试、验收乃至标志等各方面的要求,从而制定了产品标准《醋酸装置用锆及锆合金旋塞阀》(企业标准)并完成了评审和备案。本标准按我国国家标准GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写》编制,修改采用API599标准,与该标准主要相同点和差异见表3。
表3 修改采用标准差异

3、结构特点
醋酸装置中介质的压力和温度较高,装置开停时温差较大,阀门的壳体和密封零件工作环境恶劣,影响阀门使用寿命。因此,要求旋塞阀的壳体高温强度足够、密封卡套和密封膜片等密封件能耐高温,而且在温度交变的情况下保持密封性能。
为解决以上问题在阀门结构上采取的措施有:
1)依据常温许用应力和工况最高温度下的许用应力进行计算确定阀体壁厚,对阀体和塞体进行有限元分析,比较常温公称压力和工况温度压力的应力情况和变形情况,对必要的部位进行补强。
2)常规的旋塞轴密封是填料密封或反唇型膜片密封结构,在温度交变的情况下因密封材料蠕变而产生泄漏,本结构能够使密封膜片内圆始终与该锥段处于紧配合,补偿材料蠕变从而能够保持密封有效阻止介质的外漏,旋塞轴锥状自紧式密封结构如图2所示。
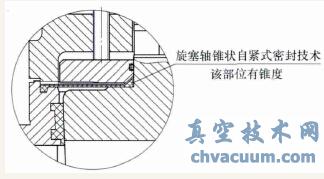
图2 旋塞轴锥状自紧式密封结构
3)醋酸装置锆材阀门所在工艺段介质是醋酸母液,含有碘甲烷等强腐蚀性介质和昂贵的铑催化剂等,旋塞阀的外部产生泄漏对系统运行影响极大,因此需要保证可靠的密封。国内外常见的是卡套、楔形垫、膜片组成的三重密封结构,更为可靠的结构是将O形密封圈用于旋塞动密封部位,建立四重密封系统,可靠地防止了旋塞在转动过程中中腔部位介质的泄漏,如图3所示。
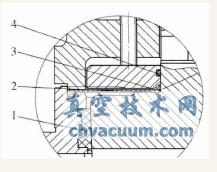
图3 四重密封系统
1.第一重密封2.第二重密封3.第三重密封4.第四重密封
4)旋塞阀密封卡套根据不同工艺部位压力温度不同通常采用PTFE、R-PTFE类、PFA等材料,这些材料会因高温/高压冷流而造成对阀体下端的包覆而阻止塞体下行,无法进行在线密封补偿。该种新结构设计在于旋塞下端专门设计低于卡套下端面的凸缘,能够防止塞体被冷流包覆,从而确保了旋塞在线补偿密封操作的进行,维持阀门持续的密封性能。该结构改进了进口阀门存在的缺陷,凸缘式防冷流结构如图4所示。
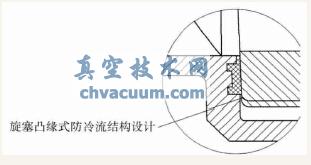
图4 凸缘式防冷流结构
4、关键工艺技术研究
锆材阀门制造工艺研究工作主要有材料的加工刀具及加工参数和补焊方法确定、制造过程中防污染措施、装配方法确定。

1)锆及锆合金加工具有硬化倾向明显、切削时易发火的特点。经过对刀具材料、刀具参数、切削参数、磨削材料以及磨削参数进行的试验与筛选,选择硬质合金刀具、用慢速、大进给量,同时采用充足的冷却剂和润滑剂,可以在加工表面质量和效率上取得了较为理想的效果。磨削时磨轮采用碳化硅砂轮。锆屑锆粉因锆燃点低而易自燃,因此切屑宜储存在盛水的容器中,以免着火。
2)铁污染控制。锆与钛类似,产品在制造过程中,其表面易受铁污染,与腐蚀介质接触时会造成电偶腐蚀,易导致锆阴极析氢与锆氢脆。因此,锆制品在制造过程中应避免铁污染,或者最后进行化学钝化处理或阳极化处理以消除铁污染。锆材阀门通常在制造过程中避免铁污染,采取使用专用量刃具、专用周转箱、洁净的压力试验介质、最终整台阀门使用超声波清洗机清洗,采用菲洛林溶液检测铁离子。
3)密封卡套多级镶配工艺。密封卡套是旋塞阀的主密封元件,它与塞体形成通道密封和通向阀门内上部腔体的首道密封,需要牢固安装在阀体内并保持良好的弹性来进行密封。采用专用工装和加热-压制循环工艺,与一次性压装相比,多次热压使得卡套充分冷流,在有效保持PTFE及其基材所制卡套弹性的同时冷流部分较为饱满地嵌入阀体凹槽等固定部位并与阀体上预设的环形密封带贴合紧密,形成良好密封和固定,保证了卡套在工况下的密封效果和使用寿命。
在卡套经长期使用或受到意外损伤而丧失密封能力需要更换时,使用该工艺重新镶配密封卡套维护后的阀门具有与新阀门同等的密封性能,真空技术网(http://www.chvacuum.com/)认为会大大节约了资金,并缩短了因更换整台阀门造成的长周期。
三、产品检测与验证
1、出厂检测与验证
在阀体完成机加工镶装密封卡套之前进行1.5倍公称压力的强度试验,对成品整机按API599进行常温强度试验、低压密封试验、高压密封试验等常规检测,进行了常温启闭动作及密封性测试。考虑到工况压力温度较高,对整机进行了高温密封性测试、温度交变密封性测试,完成了其可靠性和模拟工况性能的验证。
2、工业化考核
经过上述设计、制造、检测和验证的两个规格型号锆材阀门于2010年元月在国内某两家化工有限公司进行工业考核,运行6个月后状况良好,至今尚在使用。
四、结语
该产品针对醋酸工艺要求优化开发,和进口阀相比,性能指标相当,特别是在使用的可靠性和经济性上效果显著,应该说是更具有针对性和实用性的优质产品。
通过一系列的试验、理论研究和实践验证,解决了熔炼铸造工艺技术,通过设计准则与标准的制定、针对结构的设计改进、加工制造工艺技术研究填补了国内锆材阀门产品理论研究与制造的空白。经过工业应用实践证明,锆材阀门的国产化研制与开发是成功的。






















