氢气加热炉出口切断球阀结构优化设计
介绍了煤直接液化氢气加热炉出口切断球阀的工况要求,分析了使用中球阀出现的问题,论述了优化设计后的阀门整体结构更加合理,性能更加可靠。
1、概述
煤直接液化工程开拓了煤炭清洁转化和高效利用的一条技术途径,对国家能源战略安全具有十分重要的意义。煤直接液化是将适合于液化工艺的煤制成煤浆,在煤液化反应器中反应制成液化粗油,再经过加氢裂化、加氢精制和重整等工艺的组合将液化粗油加工成合格的汽油、柴油和航空煤油。在煤直接液化工艺过程中,氢气不仅为反应提供适当压力,满足液化条件,而且还为反应物的液化过程提供氢源,从而参与液化反应。真空技术网(http://www.chvacuum.com/)认为氢气加热炉出口切断球阀其密封的可靠性是保障装置安全运行的重要条件。为确保加氢装置平稳、可靠和安全的运行,针对阀门使用情况,进行了优化结构设计,使其更好的满足工况条件及操作要求。
2、切断球阀的技术要求
介质氢气;设计温度565℃;设计压力22. 6MPa;工作温度538℃;工作压力19. 037MPa;密封等级V 级( FCI 70.2-2013)
3、切断球阀的结构分析及优化设计
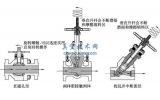
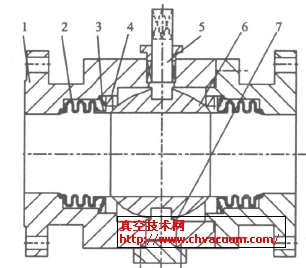
阀门采用两段式锻造阀体浮动球阀结构( 图1) 。右阀体上开有工艺孔,阀杆从工艺孔装入,右阀体阀座装有碟簧,左、右阀体密封部位采用双面楔形垫密封,填料压盖上用两组碟簧加载。在煤直接液化装置正常运行工况下,球阀处于开启状态,未见异常。但是,在几次事故处理过程中,阀门在关闭状态下不能达到工况要求的密封等级。
3.1、阀体
两段式锻造阀体静密封点少,可以避免因外连接过多( 如三段式锻造阀体) 而引起的泄漏。采用锻造成形工艺,可以保障金属组织的致密度,适于临氢工况的要求。阀门的左、右阀体及端盖和右阀体的连接均采用双面楔形垫密封,楔形垫外表面镀金。双面楔形垫属于塑性垫径向自紧式密封,达到一定的预紧力后即可实现有效的密封,表面镀金可以补偿双面楔形垫表面的缺陷和增强耐蚀性,适于在高温临氢工况下使用。

1. 左阀体2. 右阀体3. 双面楔形垫4. 端盖5. 压圈和内六角螺钉6. 球体7. 阀座8. 阀杆9. 气动装置10. 填料11. 填料压盖12. 止推垫片13. 碟簧14. 碟簧组
图1 切断球阀
由于阀门为高温临氢工况,当外连接发生逸散性排放时,氢气在大气中达到4% ~ 75% 的体积比时,即可发生爆炸事故,因此外连接的密封需要安全可靠。针对这一要求,在保留阀门密封原有结构的同时,进行结构优化设计。在右阀体上开槽,放入金属O 形圈,分别与左阀体和端盖形成密封( 图2) 。
在金属O 形圈的内侧钻有若干个小孔,由于管内具有与操作压力相同的内压,因而增加了自紧性,只要法兰和紧固件具有足够的强度和刚度,理论上可密封无限高的压力,适用于超高压场合,通常使用压力可达到350MPa,有时可达700MPa,真空技术网(http://www.chvacuum.com/)认为这是金属密封中承压能力最高的结构。金属O 形圈用圆管制作,表面粗糙度Ra = 1. 6μm,但外表面须镀金,用以补偿O 形圈管材表面缺陷和增强耐蚀性。镀层厚度0. 03 ~ 0. 04mm,与O形圈相配合的接触面Ra =1. 6μm( 电镀时为3. 2μm) 。
3.2、球体与阀杆
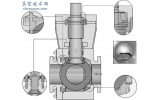
球体( 图3) 与阀杆( 图4) 端部连接选用了矩形榫槽结构,这种结构承受载荷能力好,但当氢气波动时,煤浆会反流到榫槽的缝隙中产生结焦。当阀门关闭时,矩形榫槽的缝隙由于焦块堵塞限制了球体的位移,因此阀门关闭时不能保证球体压向阀座并形成密封比压,因而也就不能实现有效密封,这是阀门密封性能不好的直接原因。针对这种情况,对球体和阀杆的连接部位进行优化结构设计,阀杆保持原结构不变,球体矩形槽的低压端保证原尺寸不变,而高压端加工成直通道( 图5) 。阀门关闭时,球体在介质压差的作用下,将沿着阀杆矩形长边的侧面导向产生位移。在高压介质力的作用下,即便球体的球口产生微量变形,也能够将球体紧紧压向低压端阀座,并远超过实现密封的必需比压,进而实现密封,达到工况要求的密封等级。

1. 左阀体2. 金属O形圈3. 双面楔形垫4. 右阀体5. 端盖6. 碟簧7. 压圈和内六角螺钉8. 球体9. 气动装置10. 阀杆11. 填料压盖12. 填料13. 止推垫片14. 阀座15. 盘片16. 碟簧组17. 导向套
图2 优化后的切断球阀

图3 球体
3.3、阀座密封
阀门高压端阀座采用分离式,便于维修,但低压端密封阀座固定在左阀体上,不利于密封。因为阀门关闭时,介质力作用在球体上,将球体压向低压端阀座的同时,介质作用力也作用于左阀体上,由于左、右体之间采用螺柱连接,在高温及高压介质力作用下螺柱发生蠕变,导致低压端阀座随左阀体产生脱开球体的微小位移,而球体和阀杆的榫槽结构限制了球体的位移,导致球体和低压端阀座未能紧密接触,没有形成密封所需的必需比压,因而不能实现阀门密封,这是阀门不能达到工况要求的密封等级的另一个重要原因。

图4 阀杆

图5 优化后的球体
针对存在的问题,对阀座进行优化设计。在保证原来阀座结构的前提下,将高压端阀座与低压端阀座及其组件对调安装,即低压端密封阀座安装到右阀体上,避免了因介质压差作用而导致低压端密封阀座产生脱开球体的微小位移,从而确保阀门达到工况要求的密封等级。
3.4、填料及组件
阀门用2 组碟形弹簧安装在压盖螺栓的螺母与压盖之间,形成动载荷填料系统。因为碟形弹簧贮存了一定量的弹性能,当填料体积发生损失( 如摩擦、压实、烧失等损耗) ,以及螺栓蠕变、填料松弛、振动和不同热膨胀等引起的填料与阀杆接触力的下降,该弹性能可弥补填料应力的松弛,使填料在阀门运行期间保持密封,从而延长了填料的使用寿命。因此,动载荷填料系统适合温度频繁变化、压力波动、振动或对泄漏要求严格( 低逸出) 等的重要场合。
经现场拆检分析,碟簧组用螺栓导向并处于压平状态,对螺栓而言,作为导向杆,既要承受轴向负荷,并且当碟簧发生横向滑移时,还存在螺纹工作面被破坏的可能性,而这些情况对螺栓都是不利因素。对碟簧而言,长期处于压平状态,在极限载荷状态下工作,会产生蠕变和松弛,并且有发生疲劳断裂的可能。对填料而言,要承受碟簧组压平所施加的极限载荷,会由于扭矩过大而造成摩擦力过高,操作转矩过大,并导致填料润滑剂挤出,缩短填料的使用寿命。因此,在填料压盖和螺母之间加导向套,导向套两端装有经硬化、磨削、抛光并少许涂油的盘片,碟簧组安装在两个盘片之间。这样避免了螺栓因碟簧横向滑移而破坏螺纹工作面,同时导向套的高度根据填料密封所需的最佳载荷,并考虑碟簧的最佳工作状态进行优化设计,既保证填料有效密封,又使碟簧处于非压平的最佳工作状态,并能获得补偿,真正实现动载荷填料系统的功能。
4、结语
通过对阀门结构的优化设计改进,解决了阀门的内漏问题,避免了潜在的外漏风险,保证了煤直接液化装置氢气加热炉的安全平稳运行。