金窝水轮发电机组进水球阀阀体的划线加工
本文以CAD绘图软件三维造型为基础,对金窝水电站大型进水球阀阀体的划检划线序进行探讨,并形成一套完整的划检划线方法,为后续球形阀阀体的金加工基准提供了可靠的依据。
1、引言
随着计算机技术应用的飞速发展,越来越多的复杂零部件,设计人员利用计算机进行CAD三维设计和制图。但铸件的铸造技术还没有跟上设计要求,其毛坯尺寸误差大,尤其是对曲面铸件这类复杂程度很高的工件,很多空间曲面的尺寸精度和形状精度难以达到图纸设计要求,那么在划线检查时,对基准的选择,多点基准的校借势必带来影响。金窝水轮发电机组球阀的大型前(后)阀体,就是一个代表性的铸件。因此我们把计算机绘图软件(CAD)三维造型应用到划检划线当中,解决了铸件毛坯自身基准不准,又相互矛盾这一问题,攻克了划线过程中的“瓶颈”,从而提高产品质量和生产效率。
2、球阀概况及加工要求
2.1、球形阀概况
金窝电站水轮发电机组为我公司设计制造的国内单机容量及转轮直径最大的高转速冲击式水轮发电机组,该球阀是为金窝水轮发电机组配套的进水球阀,也是我公司目前设计和制造的最高水头下的大直径球阀,球阀设置在上游压力钢管与水轮机之间,其作用是在机组出现事故的情况时,能够紧急关闭,将水流断开,防止事故扩大。另外,在机组检修或长期停机时,截断进水,保护机组。
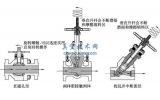
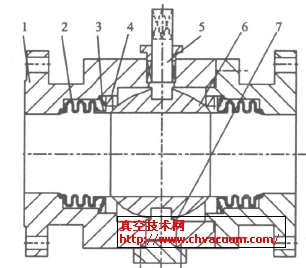
球阀形阀体是球阀的主要部件,由前、后阀体两部分组成,该阀体采用斜分瓣法兰把合结构,把合面与活门轴孔成33°夹角,其形状如图1、图2所示。

图1 前阀体三维造型

图2 阀体装配简图
球阀的相关参数:
球阀最大工作水头:620m
升压水头:775m
水压试验压力:11.65MPa
球阀直径:1900mm
阀体外径:3070mm
阀体内径:2880mm
把合法兰直径:3850mm
阀体材料:铸钢 ZG20SiMn
阀体重量:42.9t
2.2、阀体的加工要求
阀体毛坯为铸件,划线后按图纸要求加工。其阀体内径,分瓣法兰面,进出水端,活门轴孔等均要 求加工,并且各部位有严格的尺寸公差和形位公差要求。由于阀体为空间曲面,且铸件毛坯误差大, 加工时尺寸及形位公差精度要求高,要求划检划线必须提供较准确的基准及余量数据,为后续金加工提供可靠保证。
3、传统划检划线方法及误差分析
3.1、划线工具
划线过程是一个复杂的过程,因此划线前,我们应准备相关的划线工具。在此只说明划球阀时所用到的工具。划线工具有等高块、千斤顶、划针、样冲、铁锤、划线盘、划卡、划规、地规、连接规、油杯、尼龙绳、计算器;划线过程的用到的测量工具有卷尺、钢直尺、钢板尺;同时还需要一些辅助工具有木条(主要是找中心或划圆所用)、划线用的涂料等。
3.2、传统的划线方法
以前阀体为例:
(1)把进水法兰面(P向平面)向下(如图3),放在划线平台上,制作一个33°的铁皮样板,以样板为基准,检查调整把合面角度(Q向平面),再按活门轴孔(K向平面)法兰外圆求圆心O3,以O3中心点进行校借(Q向平面)斜面。

图3
(2)在把合面(Q向平面)法兰内腔安装活动中 心,以内圆为基准求圆心(O1),并投影到平台上,再以进水法兰(P向平面)外圆求圆心并标记在平台上(O2),检查(O1、O2)两圆心的差值,进行校 借,确定(O1、O2)两个圆心点在一条垂线上。
(3)以活门法兰(K向平面)外圆为基准求轴孔中心得O3点,再把活门中心用角尺投到平台上a点,以02为圆心划一圆线,连接 a、O2。在圆线上取一点d,以d点为基准,在该圆线上做4等份 d、d1、d2、d3。并将 d、d1、d2、d3 四点,投到P向法平 面兰外圆上。以 O1、O3 为基准线,并在(P向平面)法兰平面上,划P向端面加工线。以 d、d1、d2、d3十字线为基准,划(K向平面)法兰面平面加工线。
(4)将工件翻身,按d1、d3点为基准,找左右正,以(K 向平面)圆心点找上下正,在以 d1、d3 点为基准,划(Q向平面)把合面加工线。
3.3、误差分析
上述划线方法,最大问题在于求出的O1点,是不准确的,按毛坯求出的圆心,与用CAD软件三维造型,在电脑上划出来的中心误差较大,按毛坯求出的圆心,与加工去掉后的圆心,成33 °的夹角(如图4),我们通过计算机三维造型,了解到我 们在划线过程中所出现的问题,同时也更加精确地找到了划线的方法。用计算机三维造型,可以直接 得到 O1、O2、O3圆心点的几何尺寸。使划线的结果更加准确,更加方便,效率更高。

图4
4、针对传统划检划线方法的不足采取的措施
4.1、目前的划线方法
4.1.1、图样的技术分析及划线前的准备
对图样的技术分析,三个法兰面的圆心点是前(后)阀体的设计基准。但都在立体空间中,角度线 无法划出,按照毛坯所求的圆心,有一个面与水平始终存在一个夹角,中心点无法确定。需要解决的问 题就是如何消除这个夹角所带来的尺寸误差。工件的摆方方向,是保证基准的选择要点。三个圆心的几何位置,是阀体的设计基准,要求基准在划线时尽量与图样保持一致。工具准备,除正常的划线工具外,还须准备三个活动中心。
4.1.2、找正、检查、借料
如图5所示,先测量出(Q向平面)法兰面毛坯板厚,确定法兰面加工余量,确定水平高度,把三个活动中心分别调整到铸件内孔处,以(Q向平面)内腔为基准,在活动中心上求出圆心O1,并打上洋冲 眼。同样以(K向平面)和(P向平面)内腔求圆心,分别投影到活动中心上,检查三个圆心点是否在同一条线上,若不在,只需要调水平左右进行效借。

图5
当三个圆心在一条直线上时,证明左右水平正已找好。在用呢绒线以O1点为基准,按CAD所划出的尺寸,作O2、O3圆心点的射线。方法以O1点为基准点,用呢绒线作图样理论上的射线,检查K向平面和P向平面上下内腔两点圆的加工量,最后在对三个中心点进行前后、上下进行效借,调借到满足设计要求为止,最终确定圆心点O1、O2、O3。
4.1.3、划线
如图5所示,Q平面向下放置于划线平台上,以O2、O3 圆心点,分别划出各自法兰圆的加工圆线,按H1、H2 的高度尺寸,在K 向平面和P 向平面的法兰外圆定出法兰水平基准线,同时在Q 向平面法兰外圆划端面加工线和看线。在平台上以O1 点圆心为基准,O3 点为基准点划坐标线,再分别投到Q 向平面法兰外圆上,分别与Q 向法兰外圆有四个交点Q1、Q2、Q3、Q4。然后再作L1、L2的水平线,并分别投到K 向平面和P 向平面的法兰外圆上,与P、K 平面水平线相交得P1、P2、K1、K2 点。P1 和P2 是P 向平面法兰面加工量的基准点,K1 和K2 是K向平面法兰面加工量的基准点。
将工件翻身,P向平面向下放置于划线平台上(如图6所示),以P1、P2 两点为基准找水平,再以P1、P2 高度为基准,划上H3 尺寸,同时以K1、K2、Q1、Q2 四点找出整个工件的水平正。以P1、P2 两点高度为基准,划P向平面法兰面最终加工线及看线。分别将P1、P2 两点,投到划线平台上,作L3 的水平线,划出K 向平面法兰面加工线及看线。
4.1.4、检查

图6
按图样尺寸,检查所有划线尺寸,确定无误后,在加工线、看线上打上洋冲眼和相关标识。
4.2、针对传统划检划线方法的不足采取的措施
对于高水头的冲击式水轮机组,由于水头较高,对球阀的要求比较严格,阀体较多的采用斜分瓣结构,即前后阀体的把合面与进出水口轴线带角度,使划线和加工更加复杂。
传统的划线方法不足之处:
(1)划线时基准选择误差大。基准应该是三个轴的法兰中心点为基准,把合面法兰中心点选择错了,会造成把合面法兰中心点,不能垂直于进(出)水端法兰中心点。同样,活门法兰中心点,与把合面法兰中心点,也将有一个夹角,就会使活门轴孔法兰加工量前后不均匀,进出水口内腔加工量偏移较大,造成工件内腔补焊打磨。
(2)不能找到铸造时的第一基准。铸造时的基准也是三个法兰的中心点,基准选择错了,会造成在球阀总装时,因内腔本体干涉,活门不能完成开关动作,就必须进行补焊、吹爆、打磨。严重时,会使前后阀体把合面变形产生间隙,这时就必须重新上机台加工把合面和内外止口。
针对加工中反映出的问题,推动划线的改革创新。通过利用计算机CAD 制图软件知识,在电脑上发现了出现问题的原因,也找到了合理的划线方法。这种方法,总体来讲就是在工件中,找到基准点,用图样和计算机制图提供的尺寸,用平尺、交尺、呢绒线、划针盘等划线工具,来作射线的方法,进行多点基准的效借,来保证工件的所有角度,保证整个坐标系的相对位置,以达到加工的要求。
上述最大的创新点在于传统划线是在工件上进行划检划线,用划线的手段来对工件进行效借,也就是说,基准在工件上。而以CAD 三维造型为依托用射线的方法,是把坐标线先作好(也就是先作好基准线),再用工件对照基准线进行调整效借。
此方法用在金窝水轮发电机组球阀前后阀体上,消除了内腔补焊、吹刨这些质量问题,更没有出现过返修合缝面这一情况。
5、结语
从金窝球阀阀体的所有加工工序,到该球阀的总装情况来看,虽然直径和高度较大,但与同类型的其它球阀相比所用的加工时间最短,将计算机技术应用于球阀前(后)阀体的划线工作中,提高了工作效率及划线的准确度,更加合理的分配了各加工部位的余量,消除了后续加工工序中内腔补焊、吹刨、修磨这些严重质量问题,其效率的提高是非常明显的,不但为公司赢得了生产周期,也为我公司今后生产大型球阀时,改进和提高球阀阀体划线工作做了有益的尝试,储备了相关划线技术。