三偏心蝶阀加工工装的改进
三偏心金属硬密封蝶阀是石化装置中目前比较先进的一种蝶阀,该类型蝶阀与传统蝶阀相比,具有耐高温、操作轻便、零泄漏、启闭无摩擦、关闭时随着传动机构的力矩增大来补偿密封等优点。
1、基本加工原理

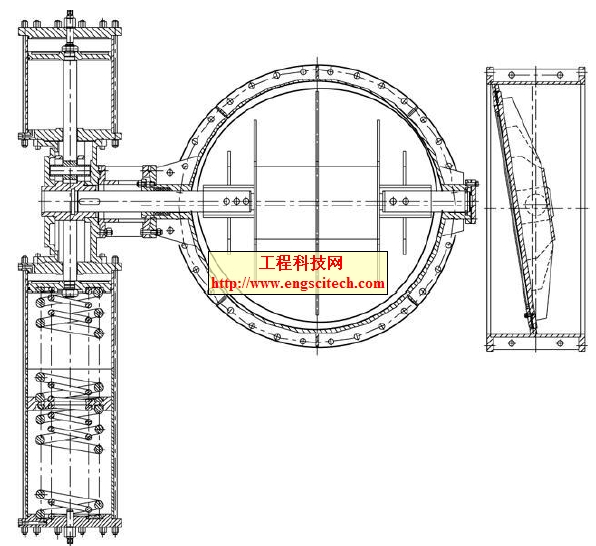
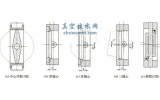
三偏心蝶阀密封面用两个垂直于圆锥母线的平行平面截切圆锥,取两平面中间的实体部分,其外表面即为三偏心蝶阀密封面,圆锥顶角为α。阀体的结构示意图如图1,阀门中心与密封面所在圆锥中心交点为O1,根据三偏心蝶阀的基本特征,一般通用加工方法是:利用工装斜度盘(如图2),其定位止口中心与底圆中心交点为O2,将工件与工装组合后,整体放置于车床工作台,找正斜度盘底圆,使密封面所在圆锥中心与立车回转中心重合,车削密封面。

斜度盘是加工最初第一台阀门时定制的,加工其他阀门时,由于每台阀门的规格不同,所以其密封面的大小及法兰的大小均不同,O1与阀门下法兰平面的距离也不同。我们利用定位体来调节密封面相对斜度盘定位面的距离,使O1与O2重合,加工阀体密封面,由于阀门的参数不同,决定了定位体的高度及定位止口也不同,这样加工每台阀门均需特制一个定位体(图3)。

2、改进思路
由于每生产一台阀门都需要重做一个定位体,基本上不能通用,不仅工装成本高,生产周期长,而且这种方法只能加工H1<H2的一类阀。如果我们不用定位体直接将阀门与斜度盘组装后,就发现密封面所在圆锥中心与立车回转中心会有一定的偏心,且阀体法兰与定位盘定位止口大小一般情况下不同,因此我们考虑在阀门的下法兰处增加余量,用它来调节调整阀门与斜度盘的偏心,各参数的确定如下:
2.1、斜度盘的偏心
从图2所示方向看:在已知斜度盘定位止口定位斜面Ⅰ上,定位止口中心偏向斜度盘底圆中心左侧,即偏向密封面直边侧,偏心e2确定。
2.2、阀门的偏心
阀门中心与密封面所在圆锥中心交点O1距离阀体下法兰平面的距离为H1,可由计算得出,在下法兰平面两中心偏离e1=H1tan(α/2),阀门中心偏向密封面所在圆锥中心密封面直边侧。
2.3、法兰余量的确定
若在下法兰底部焊接一工艺法兰,不仅存在焊接应力,且给加工带来难度,因此我们可以考虑设计下法兰的时候,底面留10mm余量来作为定位止口。

如图4所示,为方便区分,假定工艺止口部分与下法兰为两部分。假定定位止口与法兰同心,定位止口的厚度为15,则在定位止口下平面上,则阀门与定位止口总偏心e3=(H1+15)×tan(α/2),同理,定位止口中心偏向圆锥中心的密封面直边侧。阀门与斜度盘组装后,在定位止口定位面上密封面所在圆锥中心与立车回转中心偏离为e3-e2,为调整两者偏心,使立车回转中心与圆锥中心重合(图5),特将定位止口设计为偏心止口,其偏心为e3-e2。

若e3-e2为正值,则止口中心(相对于阀门中心)偏向密封面的斜边侧;若e总-e2为负值,则止口中心偏向密封面的直边侧。通过偏心止口调整,立车回转中心与阀门密封面所在圆锥中心重合。
3、结语
通过偏心的调整来完成三偏心蝶阀密封面的加工,仅仅增加了10mm的余量,但是节约了工装成本,缩短了加工周期,而且使斜度盘的加工范围增大,不仅能加工H1小于H2的阀门,且能加工H1大于H2的阀门。这种灵活的加工思路对降低生产成本,缩短加工周期具有借鉴意义。