三偏心硬密封蝶阀的等强度密封设计和工艺改进
介绍了三偏心硬密封蝶阀的等强度密封圈结构,论述了提高密封圈性能和长期使用寿命而做的工艺改进。
1、概述
三偏心硬密封蝶阀近几年发展很快,其密封圈从早期的多层结构发展到密封效果更好,使用寿命更长的整体式金属结构。
2、结构特点
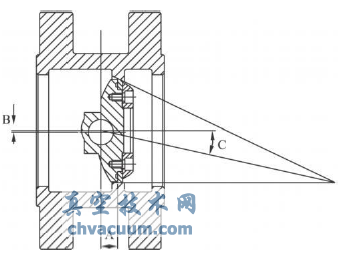
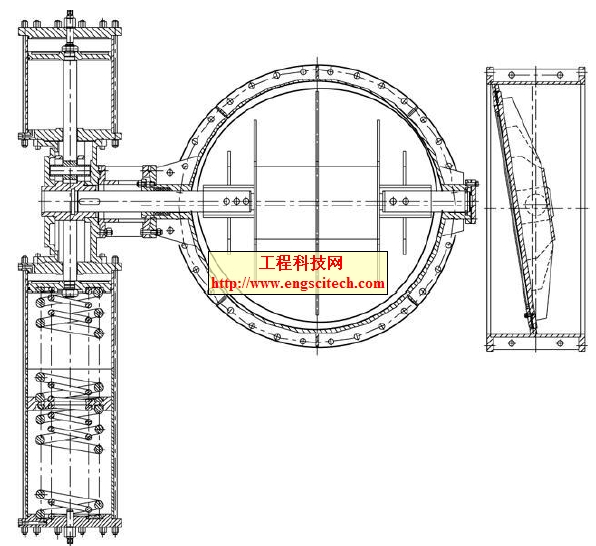
图1 整体密封圈结构的三偏心硬密封蝶阀

图2 多层密封圈
三偏心蝶阀(图1)密封圈一般采用多层结构(图2,带夹层或不带夹层),其单层厚度仅2~3mm,从而具备了一定的弹性,但这种结构也存在缺陷。①多层之间不易实现紧密贴合。②由于硬密封蝶阀需要较大的力矩才能实现气泡级密封,而单层厚度较薄,虽然容易实现密封,但层与层之间容易发生翘曲。③虽然采用的是多层结构,但真正起密封作用的只有其中一层。因此,针对一些要求苛刻的工况,采用了整体密封圈结构。虽然整体密封圈在一定程度上降低了弹性,但提升了阀门的使用寿命,在循环动作上千次的情况下仍能保持较好的密封性能。
3、受力分析
从密封圈的受力分析(图3)可以看出,无论是多层密封圈,还是整体密封圈都存在密封圈周边受力不均和变形不均的问题,从而影响密封性。因为密封圈周边相对支承边伸出的长度不同(类似于悬臂长度不相等),即X1≠X2。另外,阀杆轴线径向偏心B的影响,在阀杆力矩的作用下,密封圈周边的密封力和产生的应力不等,有高压力区和低压力区,导致密封圈周边的变形不一致。这种沿周边不一致的变形,影响了阀门的密封效果。为了使低压力区域产生足够的密封比压,需要更大的力矩才能使阀门密封,但是加大力矩会导致高压力区域的比压超过密封面许用比压,导致阀门的密封性能逐步下降。
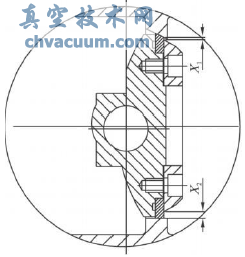
图3 密封圈受力不均
4、等强度密封圈设计
针对三偏心蝶阀密封圈受力不均影响密封性能的情况,以及整体密封圈弹性不足的缺点,设计了一种新的高弹性等强度整体密封圈(图4),使X1=X2,并相应改变蝶板和压板的外形使其与密封圈边缘的距离基本相等,以及尽量减小阀杆轴的径向偏心值B。密封圈与阀座接触起密封作用的厚度仍为2~3mm,这样在保证密封圈具有高弹性的同时,在密封圈周边形成均匀一致的应力和变形量,以达到更好的密封效果。

图4 密封圈受力均匀
5、选材及加工
三偏心硬密封蝶阀的密封圈一般选用304或304L奥氏体不锈钢,钢材强度较低。当密封圈厚度较薄时(等强度密封圈的密封唇厚度一般为2~3mm),容易产生弹性,但也容易产生塑性变形和翘曲,导致密封性能下降。因此,为了使等强度密封圈获得较好的密封性能,选用17-4PH或17-7PH沉淀硬化钢,其时效后硬度为32~36HRC,屈服强度>860MPa,并在阀座密封面上堆焊钴基硬质合金,硬度为38~43HRC,两个密封面之间存在6~10HRC的硬度差,密封圈具有高弹性的同时不容易发生翘曲,这些措施都为获得良好的长期密封性能提供了保证。
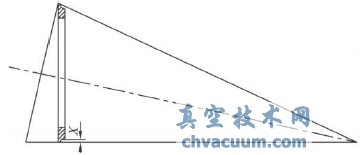
图5 等强度密封圈
等强度密封圈的结构特殊,要通过机加工均匀的去除X尺寸部分的金属(图5),需要铣床一层一层的加工,获得近似曲面的等强度密封圈,或者通过5轴加工中心进行该曲面的加工。同时,与密封圈接触的类似于悬壁梁长度的零件,如蝶板及压板的外形设计和机加工,也是确保获得等强度密封圈的关键。
6、工装设计
为了保证等强度密封结构的密封性能,设计了保证阀座密封面和蝶板密封面(即密封圈)精度的加工装置(图6、图7),其阀座密封面和蝶板密封面的加工采用了相同的底部斜板,确保两工件的角度一致。并通过采用相同的工装进行磨削加工,以进一步提高密封面的表面精度。
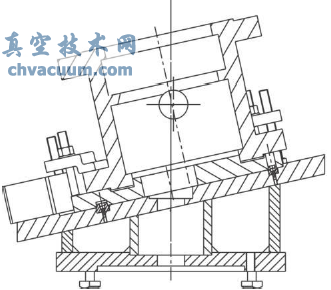
图6 阀体加工工装
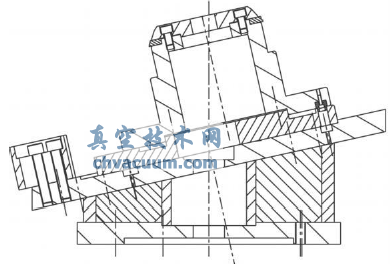
图7 密封圈加工工装
7、密封面加工
通过专用工装可以保证两个密封面获得完全相同的角度,并获得一定的表面精度。由于密封面是一个锥面体的斜切部分,在车、磨等切削加工回转360°时,大部分行程中刀具空转,没有与工件接触切削金属,只有一小部分行程中刀具与工件接触切削金属,形成了断续的加工过程。工件在脱离切削和渐入切削的瞬间,会受到瞬时的冲击,这些因素导致加工后的曲面存在不可修复的微小尺寸偏差和微小的不规则变形。
由于密封面是一个锥面体的斜切部分,使得阀座密封面和蝶板密封面不能进行研磨。所以密封面的微小尺寸偏差和微观不平整度只能通过密封圈本身的变形来消除,这需要加大阀杆的力矩。但是在力矩超出限度后,阀门密封性能会降低。正是由于这个原因,三偏心硬密封蝶阀的密封试验中正向试验压力升高到一个临界数值时会导致泄漏(理论上正向压力是帮助阀门密封的,压力越高越容易密封),这个临界压力与密封面的微观不平度及尺寸偏差等有关。经过分析,密封圈毛坯(图8)采用了覆盖原斜锥尺寸的结构。这样在进行密封圈的车、磨等加工时,刀具都处于切削加工状态,避免了不连续切削,可以很好地确保密封圈的密封面尺寸精度要求。
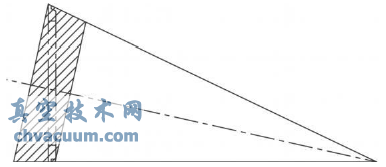
图8 机加工过程中加宽的密封圈
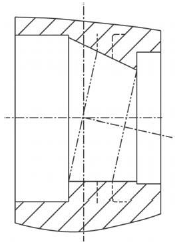
图9 机加工过程中加宽的阀座密封面
如果阀座密封面在加工过程中也处于连续切削状态,需调整阀体的部分尺寸,但这可能导致阀体质量增加(图9)。在整个加宽的阀座密封面范围内堆焊硬质合金,在车削和磨削过程中,虽然在开始和最后有一段还是处于不连续切削,但是在与密封圈相配合的整个有效密封区域内是连续切削。由于机加工过程中采用加宽的密封面毛坯,还需要改进阀体和密封圈的工装,才能保证顺利加工和确保加工精度的要求。在完成车削和磨削后对阀座和密封圈的密封面进行研磨,以消除微观的表面不平度,获得近似于镜面的表面精度,从而保证优良的密封性能。在进一步按图纸尺寸加工,去除此工艺方法导致的多余金属之前,进行密封试验。此工艺方法成本较高,如钴基硬质合金的堆焊用量增加等。
8、结语
三偏心硬密封蝶阀的高弹性等强度密封圈改善了密封圈的受力分布,使密封圈周边在阀杆力矩的作用下有基本上均匀一致的应力和变形。针对在加工过程中的不连续切削和无法研磨问题,提出了在制造过程中工艺加宽阀座密封面和密封圈的方法,以使密封面在加工过程中处于连续切削状态,改善切削加工条件,改善刀具和工件的受力情况,获得更好的表面尺寸精度,并可以实现阀座密封面和蝶板密封面的研磨。通过这些措施获得三偏心硬密封蝶阀优异的密封性能和长期的使用寿命。