大口径水轮机入水蝶阀的高效化焊接设备
研究设计了满足不同型号蝶阀的阀体和阀板的自动焊接系统。对不同型号蝶阀的结构和焊接位置进行了分析,提出了实现蝶阀自动焊接的技术要点和难点。此自动焊接系统采用多种监控方法,可以满足多种型号产品,可以实现多种焊接工艺的自动化焊接。通过实际生产中的用,大幅度提高了产品的生产效率,减轻了工人的劳动强度。
一、概述
在水利、电力、化工及能源等众多行业中,阀门一直以来都发挥着重要的作用,其中大型蝶阀以其良好的性能也获得了越来越广泛的应用。目前国内已经建立了较为完备的阀门生产体系,但是在焊接大型蝶阀时,仍然面临着焊接质量不稳定、焊接效率低下的问题,这主要是由阀的大结构、大板厚、大工作量等焊接特点造成的。在大型阀门的生产过程中,最重要的加工方法就是焊接。其原因除了焊接自身具有的节约材料、工艺简单、生产周期短及适于多种类小批量生产等优点外,还因为其他加工方法在阀门生产中具有难以克服的缺点。根据阀门公司生产现场的统计,一套大型蝶阀的制造过程中,60%以上的工时是用在焊接工序上,其中损耗的人工、电能成本也占据了生产成本中的很大一部分。因此目前对蝶阀中厚板焊接工艺的研究主要是集中在高效化焊接自动化设备、工艺参数优化、接头形式改良以及开发新的焊接方法等方面。
二、大口径进水蝶阀的结构及焊接要求
1. 蝶阀的总体结构
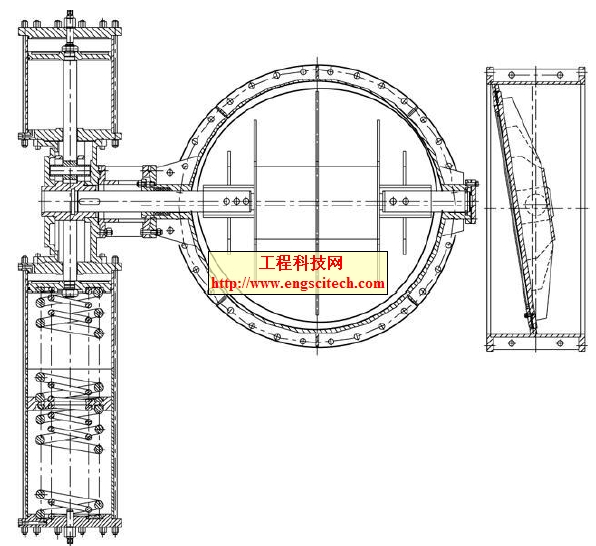
蝶阀主要部件包括阀体、阀板、阀板密封、液压驱动系统、执行系统和电气系统等(见图1)。阀体采用垂直分瓣,拱桥形结构,用钢板拼焊再加工而成。阀板分为单蝶板和双蝶板两种结构,双蝶板采用双偏心双平板框形桁架拼焊结构,具有足够的强度和刚度。阀体和阀板是蝶阀的主要构成,也是焊接工作量最大的两个关键部件。阀体是一种环形结构,焊缝形式以环角焊缝和短角焊缝为主;阀板是双平板框形桁架拼焊结构,焊缝以长角焊缝为主。

图1 蝶阀的结构组成
2. 蝶阀焊接特点分析
目前国内制造的蝶阀通径最大达到5500mm,均为中厚板、厚板焊接,钢材用量大,焊接工作量也很大。阀体的焊缝长度超过300m,阀板焊缝最长也超过200m。另外焊接条件复杂,工件材质既有综合焊接性能较好的Q235B,也有焊接性能差的 WCB钢,同时存在大量平焊缝、横焊缝,甚至还有仰焊缝。复杂多变的焊接条件,要求现场工人必须具有熟练的操作手法和丰富的焊接经验。阀体和阀板的单件重量最高可达35t,工件庞大,装配、翻转不易,不仅大部分工件在焊接过程中都需要借助行车完成装配,而且在翻转工件时,也需要用到行车或者变位机。由于上述问题,目前蝶阀的整体焊接效率偏低。与庞大的焊接量相比,目前在阀门生产中采用的焊接方式还是以CO2气体保护焊为主,辅以焊条电弧焊。由于蝶阀板材属于中厚板,焊接过程中需要采用多层多道焊,所以焊接效率还是不能令人满意。
3. 提高蝶阀焊接效率的方法和手段
针对蝶阀的焊接,如何提高焊接效率一直是阀门行业的研究课题。结合蝶阀的结构特点、钢板材料、焊接位置及焊接工艺等特点,提高焊接效率的最有效手段是开发自动化焊接设备。为满足蝶阀的高效自动化焊接,自动焊接设备需要解决以下问题:①要满足多种型号蝶阀的阀体和阀板的装夹和自动焊接。②适应最大工件重量为35t,所有焊接位置需要调节到平焊位置或船形焊位置。③选择的焊接方法必须具备很高的熔敷效率。④自动焊设备能够完成90%以上规则焊缝的自动焊接。⑤针对阀板腔体内部的长角焊缝,系统具备自动跟踪功能。⑥焊接过程稳定性及电弧状态需要监控。
三、蝶阀高效焊接设备的研制
蝶阀自动焊接系统包括大型焊接操作机、重型变位机、焊接电源和控制系统。
1. 焊接工艺的选择

图2 阀体主要焊缝形式 图3 阀板主要焊缝形式
由于阀体和阀板的材料都是中厚板,阀体的主要焊缝轨迹都是标准环形(见图2),阀板的主要焊缝的轨迹都是直线形(见图3),比较适合高效自动化焊接(当然有空间位置等其他限制条件)。根据国内阀门行业焊接工艺技术的现状,也参考国内其他行业的高效化焊接技术的经验,CO2气体保护焊和埋弧焊仍然是实现蝶阀高效自动化焊接的优选工艺。中厚板的焊接钢板需要预制坡口,然后采用多层多道的焊接顺序。CO2气体保护焊与埋弧焊相比,各有优缺点。埋弧焊的熔覆效率高,表面成形好,但是打底焊接时脱渣困难,特别是在阀板筋板腔体内部的焊接,清根难度很大。CO2气体保护焊大规范焊接熔覆效率也很高,对于结构件焊接, 焊缝层间不需要进行清理。但是CO2气体保护焊飞溅比较大,大规范焊接焊缝表面质量不如埋弧焊焊缝。在设计蝶阀高效自动焊接设备初期,对于适合采用自动焊接的多层多道焊接,我们规划采取CO2气体保护焊和埋弧焊复合焊接工艺。对于打底焊道和填充焊道,采用CO2气体保护焊工艺,对于盖面焊道,更多地采用埋弧焊工艺。
2. 蝶阀固定及位置调整变位系统的设计
考虑到要满足多种型号蝶阀的阀体和阀板的装夹和自动焊接,并且要求所有焊接位置要处于水平或船形焊位置,焊接变位机的设计具有很大技术难度。首先确定变位机的承载重量,用户产品的最大单体工件重量为32t,变位机设计的最大承重量为35t,工作台面直径为6.4m。为保证阀体上法兰盘角焊缝焊接处于船形焊位置,变位机最大翻转角度需要达到135°(见图4)。
图4 阀体的最大翻转角度 图5 变位机的整体结构
当工件处于图4位置,回转工作台T型槽和紧固工装将承受很大的拉力,因此工作台面和夹具也是设计的重点工作。为保证变位机的翻转和回转的平稳,翻转采用双扇型齿板,双电动机驱动(见图5),回转亦采用对称排列的双驱动结构。翻转和回转均设有机电双重锁定保护,确保各种工作变位状态和失电状况均能确保安全。标准机床的夹具无法满足用户现场的使用和安全要求,我们对紧固螺栓的螺距、夹持体都
进行了很多改进。新设计的变位机夹具确保了受交变力作用下,夹具均能满足用户提出的定位及夹紧要求,实现装夹、拆卸快速方便。变位机的控制采用PLC控制,加装旋转编码器组成半闭环系统,可精确定位、复位,可实现和焊接操作机联控,组成蝶阀大型自动焊接系统。
3. 焊接操作机的结构设计
焊接操作机的主体结构采用时代公司TZ4型标准结构,主要是根据蝶阀的焊接位置(见图4)和焊接空间(见图6)对操作机的横梁和机头进行针对性设计。生产现场阀板的最大直径为4m,阀板加强筋按等边三角形排列,最小边长为650mm。从而可见,空间狭小是横梁和机头设计的主要限制条件。焊接操作机采用双机头结构(见图7),一侧悬挂CO2气体保护焊机头(左侧),一侧悬挂埋弧焊机头(右侧)。为保证整体结构的稳定性,横梁的截面尺寸必须得到保证(否则横梁的下挠度会增加),所以横梁无法直接进入阀板腔体进行焊接。CO2气体保护焊一侧采用内伸缩臂的结构形式,焊接行走不靠横梁行走,依靠内伸缩臂的进给来实现,有效行程为4m。埋弧焊一侧由于有焊剂回收装置,不能采用内伸缩臂结构,所以采用了加长臂结构,焊接时,只有加长臂部分伸入到工件内部。
图4所示阀体由于两个法兰盘的间距有限,同时机头本身还有一些附属的跟踪设备,占据一些空间,所以要实现法兰内外环缝的焊接,通过加装三级合叶将机头调整到和焊缝平行的角度,同时也满足机电跟踪的位置需求。
4. 控制系统及监控系统
自动焊接系统的控制系统和监控系统都集成在一个控制平台上(见图8),控制系统主要完成对焊接操作机、变位机、焊接电源、焊接机头拖板及焊接过程的参数设置、动作控制和参数调节。为便于现场的操作,同时设计一个手持控制器供用户使用。在焊接蝶阀筋板时,焊接区域在可视范围外,焊接路线和焊接状态不确定,因此本自动焊接系统特别设计了焊缝跟踪和监控系统。对于埋弧焊机头(见图9),轨迹跟踪采用的是机电跟踪的方法,机械探头沿坡口移动,行走出现偏差,通过电动拖板实现微调。由于埋弧焊没有弧光,焊接过程监控采用的是普通工业摄像头(自然光),监控摄像头前端安装工业照明灯予以光线补偿。对于CO2气体保护焊机头(见图10),轨迹跟踪也是采用机电跟踪的方法。
由于普通工业摄像头(自然光)无法满足CO2气体保护焊熔池监控的要求,所以需要特别设计一套焊接熔池监控装置。本装置由高速摄像头、镜头、光学滤镜和棱镜等几部分组成(见图11)。由于自动焊系统控制线长度超过20m,所以为了减少焊接干扰的影响,数据线采用网线模式。自主设计的焊接熔池监控装置解决了观测视角问题,也保证了狭小空间的物距要求。调试结果表明,本装置可以过滤焊接弧光的干扰,视野足够大,可清楚观察焊接熔池状态,能够清晰观测到焊丝和工件。
四、自动焊系统的现场应用
蝶阀自动焊接系统调试完成后,即在实际生产中开始应用(见图12)。首先变位机通过了35t实际工件的负载试验,可以实现0°~135°任意角度翻转,翻转和回转平稳,在135°角度工件装夹安全可靠。自动焊系统的两侧机头都可以顺利通过最小腔体并且稳定焊接。机电跟踪系统能够准确定位运动轨迹,调节平稳,不会造成撞枪等事故。熔池监控图像清晰,能够准确判断CO2气体保护焊的电弧状态。使用蝶阀自动焊接系统,焊缝成形和焊接质量得到保障(见图13),焊接效率提升50%以上。
五、结语
(1)详细分析了蝶阀焊接的特点,为实现蝶阀的自动化焊接,提出了焊接工艺和自动焊接设备方面需要重点解决的问题。
(2)研制了大型焊接变位机,能够适应多种型号蝶阀的阀体和阀板的安装和固定,能够满足大翻转角度下的安全设计要求。
(3)操作机的机头设计既满足阀板狭小空间的焊接要求,又能实现阀体环缝的焊接姿态的要求。
(4)自主设计的焊接熔池监控装置获得很好的CO2气体保护焊熔池的图像,熔池周围的参照物图像清晰,可实现CO2气体保护焊焊接过程监控的指标要求。