截止阀的阀瓣堆焊工艺研究
分析了在材料为ZG1Cr13的截止阀阀瓣上堆焊钴基硬质合金时出现的堆焊缺陷。基于焊接工艺评定试验、焊接性能分析及出现问题后的工艺改进,堆焊裂纹的缺陷可以大幅度的减少甚至消除。
1、概述
金属密封截止阀作为输送和切断流体介质组件之一,在石油、化工、冶金和城市建设中得到了广泛的应用。通过选用不同的材质,金属密封截止阀可以适用于水、蒸汽、油品、硝酸、尿素和煤灰渣等多种介质,因此开发新产品来确保产品质量和使用寿命显得尤为重要。
密封面具有阀门“心脏”之称,是阀门最重要的工作面之一,承担了阀门的启闭工作,密封面的好坏直接影响着阀门的使用寿命,对于硬密封截止阀的密封副主要由阀瓣和阀座构成,为了确保密封面有更好的耐磨性和耐蚀性,常在阀座和阀瓣基体上堆焊耐蚀合金或者耐磨合金焊条。本文中主要讨论在基体材料为ZG1Cr13的阀瓣上堆焊钴基硬质合金的焊接工艺及改进措施。
2、焊接性分析
(1)材料属性分析ZG1Cr13属于马氏体不锈钢,其与ASMEA217/A217M相当,材料的主要化学成分如表1所示。ZG1Cr13在阀门制造中,很多情况下作为中、低碳钢母材上的铁基硬质合金堆焊材料被使用。ZG1Cr13与CF3、CF8M相比,经过适当的热处理,ZG1Cr13有更高的抗拉强度,且价格较CF3、CF8M低廉,所以在石油化工设备中常选用它作为阀体内件。由于马氏体不锈钢淬硬倾向较大、易在热影响区引起开裂,因此马氏体钢焊接时容易发生冷裂纹。
表1 ZG1Cr13材料化学成分(质量分数)(%)

堆焊材料为钴基硬质合金Stellite6,焊丝主要化学成分如表2所示,常温硬度40~45HRC,通常作为低合金耐热钢和低碳钢基体的堆焊材料。本焊丝材料具有良好的耐蚀、耐磨损性能及在540℃高温时具有良好的红硬性。在晶相组织中发现材料中含有大量的高硬度的碳化物,因此在焊接过程中容易产生脆性裂纹。同时Stellite6的线膨胀系数比ZG1Cr13的小。
表2 Stellite6材料化学成分(质量分数)(%)

根据两种材料的化学成分和性能特点,可以初步断定,在ZG1Cr13的母材上堆焊Stellite6易于开裂。如果直接堆焊工艺失败,可以考虑堆焊过渡层和堆焊隔离层的方法。
3、焊接工艺评定
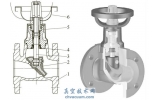
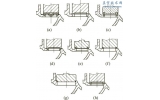
(1)阀瓣结构特点如图1所示,截止阀阀瓣随着通径的变大,密封面的外圆D1也变大,堆焊的宽度L也变大,这样需要多层多道焊接来完成,焊接应力分布较复杂。在堆焊前应对待焊表面及近缝区进行磁粉探伤,以确保带焊区域没有铸造缺陷。
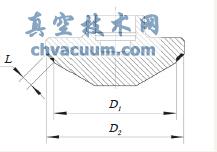
图1 截止阀阀瓣堆焊后
(2)焊接工艺方法的选择目前国内堆焊钴基硬质合金的方法多采用等离子弧焊、焊条电弧焊和钨极氩弧焊,前两种焊接方法效率较高,后两种焊接比较灵活。选择焊接方法的重要原则是高的熔敷速度和低的稀释率。表3是根据我公司多年的经验积累,总结的各焊接方法的优缺点。
表3 焊接方法优缺点对比

焊接后检测按照焊接标准应进行渗透探伤、硬度和化学成分的检测。
4、试生产结果
通径为DN≤100mm的阀瓣未发生裂纹缺陷。通径为150~250mm的阀瓣偶有开裂,开裂条数为两条左右,这可以通过对缺陷打磨成V形坡口进行补焊。
通径为300~400mm的阀瓣开裂较为严重,部分阀瓣的开裂条数达6条左右,并且裂纹延伸到热影响区外,按照要求一般裂缝多于4条,可以视为零件的报废。
5、改进后堆焊工艺
(1)堆焊工艺选择经过试件的焊接,鉴于大口径阀瓣需要多层多道焊接来完成,焊接应力分布较复杂,焊接缺陷率较高,返工周期较长,成本较高,有时一次修整不能确保合格,导致产品报废风险较高。由此采用在阀瓣上先堆焊隔离层,再堆焊ERCoCr-A的方法。隔离层的材料为AISI309不锈钢,该材料抗氧化性高,高温强度好,在加氢装置、核电管道和热交换器上都有应用,还可以用于异种钢的焊接。
选用国产A302焊条,焊丝直径为4mm,焊接电流为110~120A,在阀瓣上堆焊一层过渡层,预热与后热后的焊缝未发现裂纹。
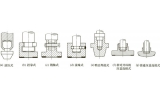
(2)堆焊工艺方法阀瓣尺寸较大时,首先选择堆焊隔离层,焊接隔离层之前,需要对阀瓣进行预热100~150℃,焊接电流为140A,电弧电压24~28V,焊接速度为15~16cm/min,焊接过程始终保持阀瓣堆焊层间温度不低于预热温度,采用退位法,以避开相邻焊道间起弧点与收弧点,焊接坡口形式如图2所示。隔离层堆焊完毕后进行外观检测,然后对阀瓣堆焊部位进行去应力处理,并依据阀门堆焊标准进行100%的PT检测。

图2 截止阀阀瓣堆焊坡口形式
对隔离层进行焊缝表面清理,清理干净后方可进行Stellite6堆焊。根据钴基合金的焊条技术要求,焊接前根据阀瓣的尺寸大小,在炉子内预热到300~600℃,焊后应在600~700℃回火1h后再缓冷或将工件放入干燥或预热的沙箱内缓冷。在堆焊前,为了消除裂纹,焊条须经150℃烘焙1h左右。
焊接时采用直流反接,小电流短弧堆焊,否则会增加母材的熔深,降低堆焊钴基合金的性能,焊接速度为15~16cm/min。其详细的焊接参数如表4所示。
焊接完毕后立即进行消除应力热处理,热处理后进行100%的渗透探伤检测,检测标准为JB4730.5-2005Ⅰ级,最后对堆焊面进行硬度检测。
表4 堆焊参数

为了提高劳动效率,降低劳动强度,确保均匀的堆焊厚度和高质量的连续焊缝,我公司采用全自动机械手焊接(见图3),经过多次试验,焊接效率得到了显著的提高,质量有了保证。

图3 全自动焊接机械手
6、结语
对于小口径截止阀的阀瓣,严格控制焊接过程,尤其是要做好预热、后热工作,在ZG1Cr13基体上直接焊接钴基硬质合金可以实现一次合格。
对于大口径截止阀的阀瓣,为了降低堆焊裂纹的缺陷,可以采用AWS E309-16做隔离层。在实际生产中,可以根据口径的大小,选择合适的堆焊工艺方法。