铝热连轧集成电磁阀喷射梁优化
介绍ISV(集成电磁阀)喷射梁在铝热连轧的控制原理,针对设备调试和试生产过程中的问题,优化ISV 喷射梁控制。
一、ISV 喷射梁的控制
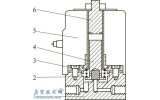
中铝瑞闽公司1+3 热连轧于2011 年9 月建成试生产,3 机架精轧机主体设备从SIEMENS-VAI 引进,自动化及传动系统从德国SIEMENS 引进。3 机架精轧机的机型属于宽幅大压下量加工工艺,如2.2mm×1950mm 罐体料用热轧卷,每道次压下量高达55%以上,因此对热精轧机的冷却润滑及板型控制要求较高。热轧卷板型主要有原始辊型、工作辊弯辊和工作辊分区冷却等3 个控制环节,其中工作辊分区冷却是最关键、最核心的环节之一,设备结构复杂、自动化控制程度高。3 机架热精轧采用SIEMENS-VAI 的ISV(集成电磁阀)喷射梁作为工作辊分区冷却执行机构,每个机架入口和出口各有上、下两个喷射梁,喷射梁横向(带材宽度方向)共38 个分区,每个分区有1 个ISV。系统通过脉宽调制控制喷射梁各分区ISV 的通断时间和顺序,以调节各分区乳液流量,确保乳液润滑、乳液冷却并控制工作辊辊型曲线,从而调整带材凸度和平直度,保证良好板型。
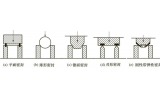
(1)乳液流量共分0~10 级(表1),采用脉宽调制控制(图1),周期为2s。0 级表示喷嘴在周期时间全关,1 级表示在周期时间内喷嘴10%时间(0.2s)开启,90%时间(1.8s)关闭,以此类推,10 级表示喷嘴在周期时间全开。为实现喷射等级计算及ISV 的脉宽调制控制,一级基础自动化采用ISV_CL 功能块计算(图2):①冷却等级计算,余数>0.5,CLN=(TLN×IN÷1) 整数商+1;余数≤0.5,CLN=(TLN×IN÷1)整数商。②脉冲宽度计算,PWM =CLN×PER÷TLN×AMP,限幅[0,PER]。
表1 乳液流量喷射等级

(2)ISV 喷射梁控制的二级过程自动化预设定。和压下量、轧制力、辊缝、速度等预设定由二级过程自动化模型计算不同,分区冷却完全由人工在二级中根据以往经验和调试情况设定。在辊型不变情况下,为适应各种合金的生产要求,ISV 分区冷却的喷淋曲线设定主要分为冷辊和热辊生产设定(每种又细分为带头、带中和带尾设定),实现带材全长的一致性。
(3)在一级基础自动化中ISV 喷射梁的控制由凸度闭环控制实现,通过调整出口侧的分区冷却喷射等级的抛物线形状来支持工作辊弯辊功能控制带材凸度。此外还可通过人工干预,调整带材二肋位置的喷射量以控制二肋板型缺陷。
三、I SV喷射梁的维护
(1)定期做喷嘴测试,测试各分区喷嘴是否正常喷射和关闭。部分喷嘴无法关闭,不仅直接影响板型的控制,而且影响穿带时机架的顺利咬入;部分喷嘴无法打开,工作辊局部温度上升,热凸度增加,易在轧辊上形成粘铝,直接影响轧件的板型和表面质量。
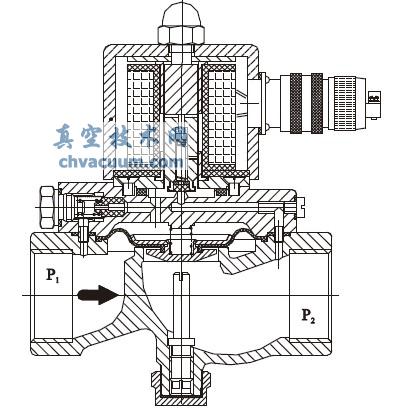
(2)ISV 喷射梁采用独立的具有干燥和过滤功能的螺杆泵空压机提供压缩空气,该空压机提供干净、干燥、压力稳定的气源,确保喷射梁正常工作。干燥机压力露点为+3℃,过滤器进气空气过滤为3microns,出气过滤为1microns。乳液压力最大为6bar,空气压力必须比乳液力大2bar 最合适,因此空压机设定参数必须满足这个要求,确保能正常控制乳液的通断,防止乳液进入喷射梁的电缆腔,腐蚀电源接触板接线端子及接触铜片。定期清洗空压机的空气过滤网、检查油位,定期检查管路空气压力。
(3)尽减少乳液中的杂物,避免杂物进入并残留在喷射梁内。定期检查喷射梁及电磁阀是否有杂物堵塞,检查航空插头、喷射梁电源接触板接线端子及铜片是否被腐蚀。