楔式闸板阀闸板楔面技术改进及制造难题攻关
通过对单楔式闸板阀在使用中密封不严问题的分析,确定了双楔式闸板阀的合理结构;又通过对双楔式闸板阀闸板楔面制造难题进行攻关,解决了生产中的加工难题。
一、前言
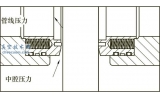
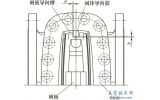
闸板阀是炼铁高炉配套设备,用于高温高压气流介质的截止和通过,对密封效果要求较高。闸板阀阀体与闸板的密封部位是靠斜面来配合完成(见图1),对密封部位进行定位及施加压力是靠闸板左右两侧的楔面与阀体上装配的两个楔块相互作用来完成,楔块与闸板楔面的倾斜角度与密封部位保持一致,这样即完成了闸板与阀体之间的紧密配合密封(见图2)。

图1 楔式闸板阀
1.阀盖2.闸板3.阀体

图2 楔式闸板阀
1.阀盖2.闸板3.阀体4.楔块
二、单楔式闸板阀存在的问题分析
闸板阀楔块与闸板的定位目前有两种形式,一种是单楔定位,一种是双楔定位。
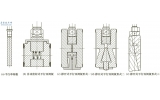
以前世林(漯河)冶金设备有限公司生产的闸板阀主要为单楔定位(见图3)。但是这种结构的阀门在用户使用中经常出现密封不严的质量问题,经分析查明,造成阀门密封不严的主要原因是闸板在启闭过程中左右摆动,阀门的每次闭合,闸板不能准确固定在同一个准确的位置上,导致阀门关不严。

图3 单楔式闸板阀示意
三、双楔式闸板阀闸板楔面结构
经过对阀门的技术改进,公司设计出一种新的定位结构,即双楔式定位,正好可以解决闸板启闭时左右摆动的问题,其原理是闸板楔面在保证上面斜面的同时,增加了左右两个斜面,左右两侧的斜面形成“八”字形夹角,每处楔块是两个方向楔面定位,上下、左右斜面形成一个复合面,阀门在关闭时就保证了闸板只能停在同一位置上,有效避免了闸板向左右两侧窜动,克服了单楔式闸板在使用过程中密封不严的难题(见图4)。

图4 双楔式闸板阀示意
四、双楔面的加工难题攻关
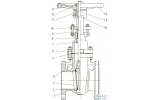
双楔式闸板阀在产品设计上克服了单楔式的不足,但在加工制造过程中已出现了不易加工的瓶颈问题。在通用设备上进行双楔面的加工较单楔面要困难的多,其楔面为一般空间平面,非特殊的空间平面,属于一种复合斜面,加工时工件不易找正。为保证和提高闸板阀两侧斜面加工效率和加工精度,根据工件的特征点,采用了利用简易角度工装来装夹定位的方法(见图5)。

图5 工装示意
将工件整体倾斜23°后,只需要确定C面与水平面的夹角18°即可,调整刀具角度可一次加工成形。具体加工工艺如下:
1)粗车闸板密封面。
2)按图以闸板密封面及外圆为基准划出闸板楔块位置及头部的十字中心线。
3)将夹角为23°的工装按闸板直径大小固定在工作台上,使闸板头部的中心线与工装中心线重合,这样就使得闸板一端的楔块部位形式了一个23°的仰角。
4)立铣头旋转18°,按图样要求加工其中一端的复合斜面。
5)一端复合斜面加工完成,按上述方法加工另一端复合斜面。
按以上工艺加工完闸板楔面的复合斜面,经装配后进行启闭和密封试验,完全达到图样要求。用这种简易工装来加工,不仅减少了计算量,还减少了工件不易找正的麻烦,提高了工作效率,降低了劳动强度,提高了加工精度。
五、结语
双楔式结构闸板阀克服了用户在使用中密封不严的质量问题,简易工装又克服生产制造过程中的加工难题,而且提高了生产效率,降低了工人劳动强度,实践证明,这些技术改进及加工方法是合理的。