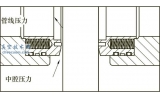
300MW�����ˮ�綯բ������������̽��
������Ը�ˮ�綯բ���������ƽ����˺����Է��������ֳ��������������ÿɿ��IJ������ճɹ�������Ϊͬ���Ͳ����ĺ����ṩ�˽����
1�������������
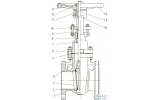
����ij�糧��¯�ɹ���ij��¯���������ͺ�ΪDG1023/18.2-��10���������������Ϊ1025t/h����2001��3��Ͷ�������ˮ�綯բ���ͺ�ΪZ962Y-32������ͨ��DN =300mm���÷�����ƹ���ѹ��PN=32MPa������2901kg��������ʽΪ�綯ʽ��1998��11���ɹ���ij��¯�����죬����ΪZG230-450(��¯��ͼֽΪWCB��Ϊ����ASME�ƺţ����ϼ�����ͬ)��������Ϊ65��70mm��#10��¯��2009��5�¹����м�鷢�ָ�ˮ�綯բ��������ڶ��ϲ�����߲�λ�����ƣ�����4�����Ƽ��е㣬�����ƴ�ĥ��ߴ��Լ110mm������Լ60mm�����ƴ�С��������ͼ1��ͼ2��ʾ��

ͼ1������������Ƭ

ͼ2����ĥ�����
2������ԭ�����
�����Ը�ˮ�綯բ�����н�����飬���ַ�����֯���ڲ����ȵ�����ͼ3�Ƿ���һ���Ľ�����Ƭ��Ϊ�ִ�������+�����壬�����н϶�Ļ����ߡ�ͼ4�Ƿ�����һ��λ�Ľ�����Ƭ���˴������dz�ϸС��Ϊϸ��״�����+�����塣�ɼ���2��������С���dz�����ˣ���֯��������������ܲ����ȡ�

ͼ3���綯������һ���Ľ�������Ƭ

ͼ4���綯��������һ��λ�Ľ�������Ƭ
3�������Է���
����ZG230-450�ֻ�ѧ�ɷ����1��ʾ��
��1��ZG230-450�ֻ�ѧ�ɷ�

��������̼������ʽCeq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5���������̼����Ϊ0.57�������Խϲ����ں�ϴ������Ӧ��������������庸�����Ⱥ�������ǰ����Ԥ�ȣ���������ø����ػ��ȴ��������ֳ������£���������������¶Ȳ����ȶ������²�Ӧ�����ӱ��Σ��Һ���ʱ���࣬���ո��ӣ�����������
�������Dz����������ϵ��亸����������Ԥ�ȣ�����¶ȵͣ���������ȴ��������������亸���ĺô��ǣ�
����(1)���ؽ��к�����»ػ��ȴ��������������ȴ���������¶Ȳ����ȶ����ӵ��²�Ӧ����
����(2)��������ijɷ������仯��Χ�������ӹ淶��ͬӰ�캸��ϡ���ʵļ��ʣ�
����(3)�������ϵ�������ϵ����ĸ�������ֽӽ����Ӷ��ڲ��������й���������IJ���Ӧ��������Ӧ������С��
����(4)����̼��������������о��нϵ͵��ܽ���������ɢϵ�����Ӷ�������̼�������ͺ���������紦��ɢ���γɵ���̼����̼������������̼��ɢ�����IJ��������
����(5)����������ⲻ���У�����ܽ�ȴ���Ч�������ĸ�ĵIJ���Ӱ�졣
4����ǰ��
����(1)�¿����ϲ��û�е����������¿ڴ�ĸ�������ơ���Ƥ���ƿ����˺�ë�̵�ȱ�ݣ�
����(2)��ǰ���������Ƿ��Դ������ƣ����Դ��������轫���Ƴ���ȥ�����ɽ�������
����(3)��ĥ�¿�ʱ�轫����ĥ��Բ�����Է�����ʱӦ�����к�������ӳ����ơ�
5�����ӹ���
���������ֹ��绡����������������������AC182(ENiCrFe-3)�������������۷������ѧ�ɷ����2��ʾ��
��2��AC182�����۷������ѧ�ɷ�

����(1)���Ӳ���Ӧ�����쳧�������ϸ�֤��
����(2)��ǰ��AC182������250 ��決2h�������ڱ���Ͳ�ڣ�������ȡ��
����(3)��ǰ����������Χ����Ԥ�ȣ�Ԥ���¶�Ϊ100��150�棬����ʩ����
����(4)����ʱ��һ����2.6mm����ֱ������ʩ�������ӵ���75��90 A����ѹ20��25 V�������ٶ�50��60mm/min�����㼰�Ժ���æ�3.2mm ���������ӵ���85��120A����ѹ20��25V�������ٶ�55��70mm/min������¶ȿ�����150��200�棬�Ͻ��ڱ�����������������������������⺸����ʱ֧���
����(5)���ö�������ӣ�����˳����ͼ5��ʾ�����ڶ����������ٺ����ڱ�֤�ۺϺõ�ǰ���£�������Сĸ�ĵ��ۻ��������ײ㺸���⣬����һ����������÷�����������û���ʹ�亸������ܲ�2��4mm�İ��ӣ���ȥ��������ͬʱҲ�����˺���ʱ�����IJ���Ӧ����
����(6)�����������������ס�������ȱ�ݣ��ɲ��û�е�ڲ���ʽ���ޣ�����ͬ�ϡ�

ͼ5������˳��ʾ��ͼ
6��������
����(1)���Ӻ����ȴ������¶ȼ�����350�棬�ñ���������������Χ��ʹ�仺����ȴ�����£�
����(2)������ĥƽ��ԭ���ͼֽ���涨�ijߴ����״���Ժ���������Ӱ�������б�����ɫ̽�ˣ����÷Ŵ���Ŀ���飬δ���ֺ���ȱ�ݡ�
7������
��������5���º�2009��10�¶Ըø�ˮ�綯բ������Ͳ�����������˺�ۼ�顢Ӳ�ȼ���ͽ�����顣����Ӳ�ȴ���130��150HB֮�䣬�����Ͻ�����Ӳ��Ϊ198HB��Ӳ����������������������֯������2010��5�£���������һ���Ժ���������ԭ�˷��Ųű�������ʵ��֤�����˲��������ǿ��еġ�